Pentru a procesa buștenii pe o fabrică de cherestea cu bandă, este necesar să respectați tehnologia acceptată. În acest fel puteți obține suma maximă materiale de calitate- scânduri și cherestea. Dar mai întâi ar trebui să vă familiarizați cu regulile de bază de tăiere.
Tipuri de tăiere a lemnului
În prima etapă, un cărucior este format dintr-un buștean. Pentru a face acest lucru, se fac tăieturi pe ambele părți ale acestuia. În unele cazuri, prelucrarea se efectuează pe patru părți. Mai întâi se întocmește o hartă a tăieturii în bandă a piesei de prelucrat, pe care sunt indicate dimensiunile componentelor.
Parametrul determinant la alegerea unei scheme este direcția de procesare a jurnalului. În special, mișcarea muchiei de tăiere în raport cu inelele anuale. În conformitate cu aceasta, se formează cherestea de diverse calități, cu un unic aspect. Nu numai calitățile lor estetice, ci și prețul lor depind de asta.
Se disting următoarele tipuri de tăieturi:
- tangenţial. Tăierea se face tangenţial la inelele anuale. Ca rezultat, la suprafață se formează modele alungite sub formă de arcuri și inele;
- radial. Pentru a o efectua, este necesară prelucrarea perpendiculară de-a lungul inelelor anuale. O caracteristică specială este modelul uniform;
- transversal. Prelucrarea are loc peste fibre, modelul tăiat este o tăietură uniformă a inelelor anuale;
- rustic. Poate fi realizat sub orice unghi, contine un anumit numar de noduri, alburn sau alte defecte similare.
Industria prelucrării lemnului folosește adesea deșeuri din bușteni de tăiat cu bandă - plăci. Pe o parte există un plan plat, iar cealaltă rămâne neprelucrată.
Pentru a crea cea mai precisă tăiere, se recomandă utilizarea programelor speciale. Acestea iau în considerare nu numai dimensiunile materialului sursă, ci și tipul de lemn.
Tăierea pe o fabrică de cherestea cu rotire a buștenilor la 180°
A forma cantitate maxima plăci, se recomandă utilizarea unei tehnologii în care unele procese de prelucrare a benzilor sunt rotite cu 180°. Acest lucru vă permite să obțineți cantitatea maximă de cherestea cu diverse tipuri tăieturi.
Principiul prelucrării este de a efectua tăieturi inițiale de-a lungul marginilor buștenului, situate la un unghi de 90° unele față de altele. Ele vor servi drept bază pentru tăierea ulterioară a benzii. Lucrarea se efectuează pe echipamente cu o aranjare verticală a elementelor de tăiere. Diametrul trunchiului trebuie să fie de cel puțin 26 de centimetri.
Ordinea de lucru pas cu pas.
- Prelucrarea părții cu marginea tăiată. Rezultatul sunt două plăci.
- Rotiți piesa de prelucrat cu 90°. Tăierea se face din partea opusă. Numărul de produse variază de la 3 la 4.
- Rotire repetată 90°. Partea principală a materialului sursă este procesată. În funcție de ceea ce plănuiești, s-ar putea să ajungi cu 7-8 piese.
În ciuda tuturor calităților sale pozitive, această metodă are un dezavantaj semnificativ - viteza scăzută de producție. Se recomandă utilizarea acestuia pe echipamente care au un bloc pentru schimbarea automată a poziției buștenului față de partea de tăiere a mașinii.
Diagrama detaliată este folosită cel mai adesea pentru producția de scânduri rustice, care au cerințe de calitate mai scăzute.
Tăierea pe o fabrică de cherestea cu rotire a buștenilor la 90°

Pentru fabricarea plăcilor tangenţiale şi radiale, se recomandă utilizarea unei alte tehnici. Constă în prelucrarea sistematică a benzilor de bușteni cu analiza simultană a defectelor. In acest fel se pot obtine produse de calitatea ceruta.
După deramare, piesa de prelucrat este așezată pe patul de alimentare mașină de tăiat. Apoi, trebuie să parcurgeți următorii pași.
- Îndepărtarea plăcii primare. Acest lucru se realizează până când lățimea bazei este de 110-115 mm.
- Îndepărtarea plăcilor netivite de aproximativ 28 mm grosime.
- Dacă numărul de defecte de pe suprafață depășește nivelul necesar, materialul este rotit cu 90°. Dacă calitatea plăcii este suficient de ridicată, următoarea este tăiată.
- Repetând operația.
O tehnică similară este aplicabilă pentru unitățile de prelucrare care au o suprafață de tăiere sau au funcția de a demonta temporar restul.
Când suficient cantitati mari defecte, nu puteți lăsa piesa de prelucrat deoparte, ci mai degrabă o puteți procesa rotind-o la 180°.
Tehnica de procesare a benzii descrisă mai sus poate fi aplicată pentru a crea orice configurație produse din lemn. Adesea, zona de miez este folosită pentru a forma cherestea, iar părțile rămase sunt folosite pentru a face scânduri. Dar pot exista excepții - totul depinde de forma necesară a semifabricatului.
Calitatea muncii este afectată starea actuală gatere, nivel de ascuțire a ferăstrăului și viteza de prelucrare. Acești factori trebuie luați în considerare înainte de începerea procesului de producție. Dacă este necesar, se efectuează întreținerea preventivă sau repararea echipamentului.
Videoclipul arată tehnica de tăiere a buștenilor pe o fabrică de cherestea cu bandă de casă:
Toate fotografiile din articol
În acest articol vom vorbi despre cum să tăiați buștenii pe o fabrică de cherestea. În plus, vom lua în considerare care sunt criteriile de selectare a uneia sau altei metode de prelucrare a lemnului și modul în care aceasta afectează caracteristicile cheresteaua finită.
Metodele de tăiere a buștenilor pentru a produce diverse cherestea au fost dezvoltate și îmbunătățite de mult timp, deoarece aceasta este singura oportunitate de a obține scânduri tivite, cherestea și alte categorii de produse similare dintr-un singur trunchi de copac.

Din cele mai vechi timpuri și până în zilele noastre, metodele de prelucrare a lemnului au evoluat și, în plus, au apărut echipamente noi, mai productive, care fac posibilă obținerea cheresteaua necesara rapid și cu pierderi minime de producție.
Caracteristici ale prelucrării lemnului
Instrucțiunile de prelucrare a materiilor prime și de obținere a produselor cherestea constau într-o serie de operații tehnologice, inclusiv tăierea longitudinală a buștenilor, tăierea lemnului și tăierea la lățime, sortarea după dimensiuni standard, sortarea după calitatea manoperei, uscare și depozitare.
Fiecare dintre etapele enumerate este importantă din punct de vedere al calității produse finite. Dar tăierea este etapa cea mai intensivă a muncii și cea mai critică, în timpul căreia se formează principalele caracteristici ale lemnului finit.
Elaborarea unui plan de tăiere a buștenilor în cherestea (alegerea unei metode de prelucrare adecvate) depinde de tipul de lemn, dimensiunile standard ale materiilor prime, gradul de umiditate, densitatea și duritatea și mulți alți factori. Desigur, metoda de prelucrare a materiilor prime este determinată în mare măsură pe baza nivelului de echipare tehnică a întreprinderii.
Să luăm în considerare ce echipament este folosit pentru tăierea industrială a lemnului și ce metode sunt relevante pentru fiecare categorie a acestui echipament.
Echipament de tăiere și caracteristici ale utilizării acestuia
Pentru tăierea longitudinală a buștenilor sunt utilizate următoarele categorii de echipamente:
- Ferăstraiele cu bandă simple sau ferăstrăile circulare sunt o soluție tradițională care a fost folosită de mult timp.
- Grupul de ferăstraie cu cadru este o soluție mai progresivă care poate crește semnificativ productivitatea prelucrării materiei prime fără a compromite calitatea produsului finit.
Să luăm în considerare mai detaliat caracteristicile aplicării categoriilor de echipamente enumerate.
- Tăiere individuală este o metodă care folosește un singur ferăstrău. În acest caz, o singură tăietură poate fi obținută într-o singură trecere a ferăstrăului. Prin urmare, întregul trunchi de copac poate fi tăiat în mai multe treceri.
Important: Avantajul tăierii individuale este independența fiecărei tăieturi ulterioare față de cea anterioară.
Adică, tăierea poate fi efectuată în diferite planuri.
Ca urmare, devine posibilă utilizarea anumitor proprietăți mai rațional diferite părți busteni
În același timp, această metodă are o productivitate scăzută și, prin urmare, nu este potrivită pentru utilizare în întreprinderile mari de prelucrare a lemnului.
- Taiere de grup- Asta proces, timp în care se folosește un grup de ferăstraie pentru cadru.
Avantaj această metodă este că trunchiul este tăiat complet într-o singură trecere. Acest lucru economisește timp și, ca rezultat, reduce costul de producție. Dar trebuie să vă amintiți că tăierea în grup se efectuează într-un singur plan.
Astăzi, următoarele categorii de echipamente pentru tăierea în grup sunt cele mai răspândite:
- rame verticale cu spațiu liber îngust, mașini cu ferăstrău circular, ferăstrău de frezat (diametrul materiilor prime prelucrate de la 14 la 22 cm).
- rame verticale cu spațiu liber mediu (diametru de la 24 la 48 cm)
- rame verticale cu spațiu liber mare, unități de tip ferăstrău cu bandă duble și cvadruple (diametrul materiilor prime prelucrate peste 50 cm).
Când tăiați lemnul, este important să calculați imediat care va fi consumul, deoarece acest lucru va afecta costul cherestea. Ieșire produse finite poate fi diferit. Totul depinde de calitatea lemnului folosit și dacă se iau măsuri pentru optimizarea tăierii. Există măsuri speciale pentru a crește eficiența muncii, pentru a îmbunătăți randamentul și pentru a crește calitatea tăierii. Înainte de a tăia, trebuie să precalculați totul. Nu este atât de dificil pe cât ar părea, dar costă cherestea rotundă va fi optimă și benefică pentru obținerea unor rezultate excelente.
Cum să creșteți eficiența tăierii
Pentru ca randamentul de cherestea să fie semnificativ, este necesar să se utilizeze măsuri speciale pentru a crește eficiența procesului:
- Calculul trebuie efectuat numai atunci când se folosesc programe speciale manual, va avea rezultate scăzute, iar procentul de defecte va fi mare.
- Cheresteaua rotundă trebuie mai întâi sortată, astfel încât prelucrarea să fie efectuată corect.
- Pentru tăiere trebuie să folosiți echipament calitate superioară. În caz contrar, cantitatea de deșeuri va fi mare, iar calitatea lemnului rezultat va fi scăzută.
- Cel mai bine este să tăiați mai întâi cheresteaua îngustă;
- Nu este recomandat să luați bușteni lungi.
- Înainte de lucru, ar trebui să configurați echipamentul.
Randamentul de cherestea finit poate varia. Trebuie amintit că la prima etapă se obțin plăci, apoi se sortează. Drept urmare, procentul scade și mai mult, de exemplu, pentru copacii de foioase poate fi de doar 10-20%.
Cum să optimizați tăierea

Pentru a crește randamentul cherestea, procesul de tăiere trebuie optimizat. Acest lucru se aplică în primul rând acelor piese de prelucrat care au o curbură semnificativă. Pentru a tăia o cherestea rotundă strâmbă, trebuie să efectuați o serie de pași:
- În primul rând, pentru lucru este selectat numai lemnul potrivit. Dacă buștenii rămași au putregai, muguri sau crăpături la capete, atunci este necesar să tăiați unele zone.
- Dacă se descoperă un miez putred în timpul lucrului, îl puteți îndepărta cu atenție și apoi puteți tăia partea rămasă. Acest lucru vă va permite să evitați pierderi mari și să obțineți plăci cu o lungime de 1 m sau mai mult cu calitatea necesară.
- Se recomanda folosirea bustenilor cu un diametru mai mare pentru ca procentul de randament sa fie mai mare. Coeficientul poate fi 1,48-2,1, dar totul depinde de diametrul, calitatea lemnului rotund, sortare și echipament. Pentru atelierele de cadru acest coeficient va fi 1,48-1,6, iar pentru liniile cu echipamente de frezat— 1,6 pentru pădure mare. Cu un diametru de buștean rotund de 12 cm sau mai mult, coeficientul poate depăși 2,1.
Volumul deșeurilor după tăiere
Pentru ca placa finită să iasă cu un procent mare, totul trebuie pregătit corect, lucrarea trebuie efectuată numai în conformitate cu tehnologia. Lemnul rotund din specii de conifere și foioase produce randamente diferite. În acest din urmă caz, volumul este mai mic, chiar dacă se folosesc echipamente suplimentare speciale. Acele sunt considerate mai convenabile pentru tăiere, deoarece trunchiul lor este drept și bușteanul are un diametru mai mare. Pădurea de conifere nu este atât de susceptibilă la putrezire, deci există mai puține deșeuri. Pentru lemn de esență tare se folosesc de obicei 2 tehnologii de tăiere:

- utilizarea unui gater cu bandă pe Z75, Z63;
- în colaps, atunci când o jumătate de fascicul este tăiată în miezul materialului și trecută printr-o mașină cu ferăstrău multiplu.
Volumul unui gater cu bandă este de 40-50%. Când se folosește tehnologia pentru colaps, randamentul este diferit, poate fi crescut cu până la 70%, dar costurile unei astfel de lucrări sunt mai mari. Dacă tăiați cherestea rotundă, a cărei lungime este de 3 m, puteți vedea că procentul de resturi este destul de mare, iar materialul rămas necesită prelucrare. Acest lucru se aplică în vrac cu plăci de 22x105(110, 115)x3000 mm. Există multe opțiuni pentru o astfel de căsătorie. De exemplu, ar putea fi o gaură de vierme, care nu mai este potrivită pentru majoritatea locurilor de muncă.
După sortare, volumul de material lemnos de esență tare, care aparține gradului 0-2, va fi de numai 20-30% din cantitatea obținută în urma tăierii. Aceasta înseamnă că din masa totală a lemnului rotund recoltat, randamentul plăcilor normale va fi de numai 10-20%. Materialele rămase sunt folosite în principal pentru lemn de foc. Pentru cheresteaua rotundă de conifere, randamentul va fi diferit, dar trebuie acordată atenție la ce valori medii ale volumului rezultat se observă.
Producția de cherestea
Pentru ca randamentul de cherestea să fie optim, trebuie luate în considerare numeroase condiții. Pentru a calcula corect, puteți lua în considerare exemplul randamentului lemnului rotund. Datele au fost obținute din experiența reală a specialiștilor și din performanța fabricilor de cherestea. Acest lucru face posibilă compararea procent, calculați numere medii optime.
Pentru conifere, este posibilă următoarea soluție:

- Pentru plăcile netivite și alte materiale netivite în timpul tăierii, randamentul va fi de 70%. Aceasta este cantitatea de material obținută în timpul procesării, cantitatea de deșeuri va fi egală cu 30%.
- Pentru materialul tivit, la folosirea gatelor de 63, 65, 75, se va produce un randament mai mic de cherestea, doar in jur de 45%. U gatere cu bandă randamentul este de obicei de până la 55-60% din materialul finit. Dacă folosiți mijloace pentru a crește eficiența, puteți ajunge la 70%, deși acest lucru necesită o experiență vastă.
- De la o fabrică de cherestea circulară puteți obține cherestea în cantități de 70-75%, deși folosind metode de creștere a eficienței poate fi de 80-75%. Dar experiența de lucru este necesară.
Conform GOST 8486-86, pentru gradul 0-3, procentul de randament, fără a ține cont de sortare, este de aproximativ 70%.
Alte 30% mai pot fi lăsate pentru respingerea materialului finit. Materialul respins nu este aruncat; este folosit pentru fabricarea altor tipuri de cherestea, care permit prezența anumitor defecte.
Pentru lemnul rotund de foioase, se observă un procentaj de randament diferit:
- U material netivit — 60%.
- Pentru lemnul tivit - până la 35-40%, deoarece curbura lemnului de foioase inițial este de obicei mare.
Producția poate fi crescută pentru aceasta; Aceasta ar putea fi o mașină specială cu ferăstrău multiplu, o mașină de tăiat marginile sau o mașină pentru plăci. În acest caz, randamentul de cherestea va crește cu aproximativ 20%. Procentul dat este dat pe baza datelor privind obținerea tablelor de nota 0-4. La sortarea claselor 0-1, procentul de cherestea obținut este de 10%. Pentru a obține un cub de material din lemn de esență tare finisat, trebuie să tăiați 10 cuburi din lemnul rotund original.
Randamentul de cherestea din lemn rotund poate varia. Totul depinde de tipul original de lemn folosit de gater. Măsuri speciale pentru a crește eficiența, îți permit să obții un procent mai mare decât este posibil, dar pentru asta trebuie să ai ceva experiență de muncă.
Calculul tăierii optime a buștenilor folosind Excel. Este important ca fiecare fabrică de cherestea să minimizeze deșeurile de materii prime. Rentabilitatea producției de bușteni de construcție depinde în mod semnificativ de aceasta.
Un exemplu de calcul al tăierii buștenilor de construcție în Excel
Programul de calcul al tăierii buștenilor va fi util pentru micii antreprenori care sunt gata să-și creeze propria afacere pentru producția de bușteni rotunjiți și construcția de lemn.
Un anumit număr de bușteni, fiecare de 10 metri lungime, sunt trimiși pentru tăiere. Gatereul a încheiat un contract de furnizare de materii prime lemnoase în următoarele cantități:
- 100 de bușteni de câte 5 metri fiecare;
- 200 de bușteni, câte 4 metri fiecare;
- 300 de bușteni, câte 3 metri fiecare.
Care este numărul optim de bușteni care trebuie tăiați pentru a îndeplini condițiile contractuale? Cu alte cuvinte, cum să tăiați plăcile cu o cantitate minimă de deșeuri de producție?
Rezolvarea problemei tăierii buștenilor
Pentru a compila un model de soluție, este necesar să se determine totul opțiuni posibile tăierea buștenilor de 10 metri lungime fiecare în secțiuni de 3, 4 și 5 metri, ținând cont de lungimea deșeurilor. Rezultatul unor astfel de calcule este identificarea a 6 opțiuni de tăiere:
- 2 grinzi de 5m fiecare (0m deseuri).
- 2 grinzi 5m + 4m (deșeuri 1m).
- 2 grinzi 5m + 3m (2m deșeuri).
- 3 grinzi 3m + 3m + 4m (0m deșeuri).
- 2 grinzi a cate 4m fiecare (2m deseuri).
- 3 grinzi a cate 3m fiecare (1m deseuri).
Conform condițiilor problemei, X i sunt tăiate folosind metoda i. Atunci următoarea schemă va fi corectă:
F = X 1 + X 2 + X 3 + X 4 + X 5 + X 6 => min
Puteți crea un sistem ca acesta:

Următorul pas este pregătirea unui tabel Microsoft Excel care va conține condițiile inițiale ale problemei.
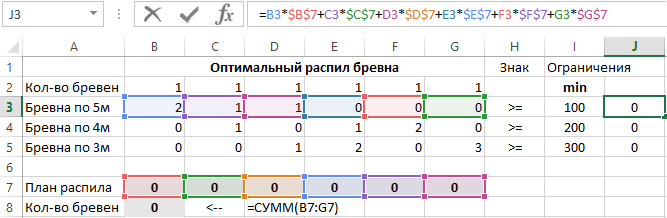
Pentru a calcula partea stângă a constrângerii și a funcției obiectiv, se introduc formulele corespunzătoare. Completați celulele J3:J5 cu următoarele formule:
Și în celula B8 introduceți formula: =SUM(B7:G7).
Apoi, completați formularul modulelor „Solution Search” și „Solution Search Parameters”. Pentru a face acest lucru, mergeți la celula B8 și utilizați instrumentul din fila „DATE” - „Analiză” - „Căutare soluție”. Dacă pe această filă nu aveți acest instrument, apoi citiți instrucțiunile.
Coamele pentru tăiere sunt mai întâi tăiate și împărțite în părți pe lungime. Tăierea buștenilor se realizează cu ajutorul ferăstrăilor longitudinale (circulare, cadru sau bandă) în cantitate de un ferăstrău sau grup de ferăstrăi.
Tăiere: individual sau în grup
Tăierea buștenilor cu un singur ferăstrău se numește individual, deoarece de fiecare dată când se face o tăietură în orice direcție, doar o parte este separată dintr-o unitate de materie primă. Tăierea individuală se realizează pe ferăstraie cu bandă sau circulare.
Opțiunea de grup implică utilizarea a mai mult de două ferăstrăi, uneori, tăierea unui buștean poate implica de la șaisprezece până la douăzeci de ferăstrăi.
Toate ferăstrăile fac tăieturi paralele. Fără a dezvălui calitățile lemnului, se efectuează tăierea în grup, o altă denumire este metoda oarbă.
Tăierea în grup este mai tipică pentru cadrele fabricilor de cherestea, mult mai rar se realizează cu ferăstraie circulare.
Tăierea individuală a buștenilor oferă o oportunitate de a utiliza mai eficient calitățile diverse părți lemn Dar productivitatea sa este insuficientă pentru crestele cu diametre mici și medii (până la 30 sau 40 cm). Taierea grupului de bușteni nu este utilizată pentru creste cu diametrul peste medie (peste 80 sau 90 cm), deoarece funcționarea majorității ferăstrăilor la înălțimi de tăiere semnificative și masa mare a mașinilor este extrem de dificilă.

Metode de tăiere a buștenilor: a - turnare; b - cu cherestea pentru o grindă; c - cu cherestea pentru două grinzi; g - sector; 1 - pentru cheresteaua radial, 2 - pentru cheresteaua tangenţial; d - colaps-segment; e - cherestea-segmental; g - circular.
Buștenii cu diametru mare sunt tăiați numai conform opțiune individuală. Este de preferat pentru creste medii si medii dimensiuni mari cu prezența în ele a lemnului care nu este deosebit de omogen ca compoziție, care include lemnul din pădurile supramaturate și majoritatea speciilor de foioase (fag, stejar), care se datorează răspândită această metodă în Asia și America.
Tăierea în grup a buștenilor este tipică pentru materialele tăiate de diametru mic și mediu cu o structură relativ uniformă sau de valoare mică. Acest criteriu se aplică la conifere și la unele specii cu frunze moi. Aceasta explică introducerea pe scară largă a tăierii în grup a buștenilor pe cadrele fabricii de cherestea în Rusia și în unele țări europene.
Tăierile în lemn se fac prin direcționarea ferăstrăului pe lungimea fibrelor lemnoase (în aceeași direcție cu crestele de formare) sau perpendicular (cu unghi de înclinare) pe lungimea fibrelor. Pentru tăierea unui buștean într-un grup, o direcție caracteristică este aceea că este paralel cu axa buștenilor.
Tăieturile sunt direcționate în funcție de razele secțiunii trunchiului peste (sau aproape de ele), tangențial la inelele anuale (sau aproape de acestea) sau în așa fel încât să ia o locație intermediară. În prima variantă se obține cheresteaua radială, în a doua - tangențială, în ultima - mixtă (semitangențială, semiradială).
Tăierea cu o direcție precis definită pentru tăieturi (tangențială, radială sau paralelă cu lungimea fibrelor) se numește orientată.
Tăierea buștenilor efectuată în acest mod conferă produse de gater cu proprietăți suplimentare menționate mai devreme. Subliniem că direcția tăieturii poate deveni un criteriu separat pentru creșterea calității cheresteaua obținută din lemn de calitate relativ scăzută. Cel mai mare randament de cherestea în tăierea orientată se obține folosind o metodă de tăiere individuală.
Reveniți la cuprins
Metode de tăiere existente

Modele de poziţionare: a - poziţionare impară simetrică; b - poziție pară simetrică; c - poziție asimetrică; 1 - placa de miez; 2 - placi centrale; 3 - placi laterale.
- se clătina;
- de jur împrejur;
- cherestea;
- sector;
- segmentare.
În funcție de suprafața paralelă a tăieturii, bușteniul este tăiat într-o grămadă, rezultând o placă netivită. Dintre aceasta, mediile vor aparține tăiere radială, cele laterale de la margini - la tangenţiale, iar cele rămase vor lua o locaţie intermediară.
Tăierea în grămada de bușteni este utilizată atunci când se plănuiește obținerea unei plăci netivite. De exemplu, pentru a le tăia ulterior în bucăți relativ scurte. Această metodă este adesea folosită pentru a produce plăci tivite din bușteni subțiri, datorită faptului că, cu alte opțiuni, există o reducere semnificativă a lățimii plăcii. De exemplu, este de 1,16 ori mai posibil să se obțină lățimea unei plăci tivite la tăierea șifonată (aici lățimea este de 0,73) decât atunci când se utilizează metoda cherestea (lățimea plăcii atinge 0,63 din diametrul vârfului buștenului). ).
Tăierea buștenilor folosind cherestea se efectuează după cum urmează: în primul rând, o grindă cu două frânghii cu scânduri laterale este tăiată din buștean, apoi este tăiată în scânduri. Toate plăcile de la mijloc sunt cu muchii curate și la fel de lățime este egală cu grosimea cherestea. Prezența unor astfel de plăci obținute din bușteni reprezintă 65-70% din volumul total al produselor din cherestea. Acest lucru face posibilă acceptarea comenzilor pentru cherestea de o lățime dată, care se caracterizează prin tăierea buștenilor folosind metoda tangențială.
Dacă buștenii au un diametru mare, atunci buștenii sunt tăiați folosind metoda cherestea, folosind două și trei bare în modelul de tăiere. Acest lucru se poate explica prin faptul că lățimea necesară a plăcii și diametrul buștenului au o diferență mare. Tăierea buștenilor cu două bare în producția de scânduri tivite este posibilă dacă diametrul buștenilor este de 30 cm dacă diametrul este de 45 cm, tăierea buștenilor cu trei bare. Atat individual cat si in grup se poate face varianta taierii bustenilor.

a - pe linia de procesare a jurnalului agregat (LAPB); b - pe Frezerno-
mașini de tăiat; c - pe maşini de frezat-canter; 1 - scânduri tivite; 2 - cipuri tehnologice: 3 - scânduri netivite; 4, 5 - grinzi cu două muchii, respectiv cu patru muchii.
Linia de jos: după tăierea următoarei plăci, bușteniul poate fi rotit în jurul axei sale longitudinale de câte ori doriți. Fiecare tăietură ulterioară poate avea astfel direcția:
- paralel cu cel precedent;
- perpendicular pe cel precedent;
- din unghiuri diferite.
Tăierea circulară a buștenilor este utilizată exclusiv pentru tăierea individuală.
De obicei sunt alese direcții paralele și adesea perpendiculare.
Tăierea buștenilor folosind metoda segmentară constă în tăierea unui fascicul subțire sau a mai multor scânduri din partea de mijloc a buștenului, iar din laterale se obțin 2 plăci, care sunt secţiune transversală iau forma unor segmente.
Pe viitor, aceste plăci pot fi tăiate în două moduri: făcând tăieturi perpendiculare în funcție de față (se obțin mai ales produse tăiate radiale) sau prin tăiere paralelă după față (se obțin produse tăiate tangenţial). Prima versiune a segmentelor este folosita pe cadrele de gater pentru a obtine cherestea radiala cu un diametru de peste 30 cm Taierea conform acestei scheme poate fi efectuata individual.
Taierea unui buștean folosind cea de-a doua metodă a unui segment în ceea ce privește poziția sa geometrică nu este mult diferită de taierea waddling, dar tăierea plăcilor în acest caz se poate face numai individual.
Tăierea buștenilor folosind metoda sectorului: mai întâi, bușteniul este tăiat în 4-6 elemente, care, atunci când sunt în secțiune transversală, iau forma unor sectoare. Fiecare sector individual este ulterior tăiat în plăci în direcții radiale sau apropiate de el.
Reveniți la cuprins
Tăiați buștenii în scânduri cu un ferăstrău cu lanț folosind un atașament vertical

Este important de menționat că în acest caz nu este necesară tăierea profesională a buștenilor cu o cantitate minimă de deșeuri. Dacă ferma are un ferăstrău cu lanț cu un atașament special pentru tăierea longitudinală a buștenilor, atunci multe probleme minore pot fi evitate. De exemplu, pentru a acoperi o gaură într-un șopron, aveți nevoie de mai multe scânduri. Între timp, în grădină, un măr bătrân tocmai se usucase. Folosind o duză există o bună oportunitate de a obține materialul lipsă.
În scopul tăierii longitudinale a buștenilor, ferăstrăul cu lanț are dispozitive verticale și orizontale. Cea mai simplă este opțiunea numărul 1. Un adaptor este atașat la bara de la baza ferăstrăului. Bara de ghidare asigură mișcarea dreaptă a adaptorului. Întreaga structură este atașată de o placă, care servește ca opritor pentru efectuarea tăieturilor și în același timp și ca ghid. Precizia unui astfel de dispozitiv este scăzută: poate tăia doar scânduri brute sau bușteni de formă pătrată simplă. Deși dispozitivul nu are altă sarcină.
Reveniți la cuprins
Taiere orizontala cu drujba
Taierea buștenilor cu o precizie mai mare este posibilă datorită design orizontal, care este un cadru rigid atașat de bara de ferăstrău cu lanț în două locuri - la capăt și la bază. În acest caz, punctele de fixare pot fi mutate prin setarea lățimii de tăiere dorită. Desigur, un astfel de dispozitiv este conceput pentru tăierea buștenilor mici al căror diametru este egal cu lungimea anvelopei.
Grosimea necesară a plăcilor poate fi stabilită cu ajutorul unui element de ghidare. Prima tăiere orizontală a unui buștean este mai dificil de făcut decât celelalte. Pentru a obține o tăietură uniformă a lemnului, un cadru suplimentar de ghidare este atașat de buștean, care servește drept bază pentru oprire. În următoarele etape de tăiere a buștenului în scânduri, suprafața de bază pentru sprijin, precum și ghidajul, va fi suprafața deja plană obținută în tăierea anterioară.
Este important de reținut: indiferent cât de mult ați încerca să reduceți deșeurile la minimum, nu va funcționa așa cum puteți face la o fabrică de cherestea obișnuită. Pentru început, ar trebui dat jurnalul formă pătrată, tăind partea superioară pe toate părțile. Și numai după aceasta încep să taie buștenii în scânduri.