Određivanje indikacija nonijusom
Da biste odredili očitanja čeljusti, potrebno je zbrojiti vrijednosti njegove glavne i pomoćne ljestvice.
- Broj cijelih milimetara broji se na ljestvici štapa slijeva nadesno. Nulti hod nonijusa služi kao kazaljka.
- Za očitavanje djelića milimetra potrebno je pronaći onaj hod nonijusa koji najbliže odgovara jednom od poteza glavne ljestvice. Nakon toga trebate pomnožiti redni broj pronađenog noniusa (ne računajući nulu) s vrijednošću podjele njegove ljestvice.
Rezultat mjerenja jednak je zbroju dviju veličina: broju cijelih milimetara i frakcijama mm. Ako se nulti potez nonijusa točno podudara s jednim od poteza glavne ljestvice, rezultirajuća veličina izražava se kao cijeli broj.
Gornja slika prikazuje očitanja čeljusti ShTs-1. U prvom slučaju to je: 3 + 0,3 = 3,3 mm, au drugom - 36 + 0,8 = 36,8 mm.
Dolje je prikazana ljestvica uređaja s vrijednošću podjele od 0,05 mm. Na primjer, dane su dvije različite indikacije. Prvi je 6 mm + 0,45 mm = 6,45 mm, drugi je 1 mm + 0,65 mm = 1,65 mm.

Slično kao u prvom primjeru, potrebno je pronaći poteze nonijusa i šipke koji se međusobno točno poklapaju. Na slici su označeni zelenom i crnom bojom.
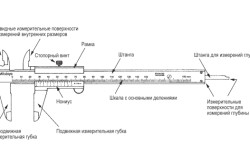
Uređaj mehaničke čeljusti
Uređaj dvostrane čeljusti s mjeračem dubine prikazan je na slici. Mjerni raspon ovog alata je 0-150 mm. Njime možete mjeriti vanjske i unutarnje dimenzije, dubinu rupa s točnošću od 0,05 mm.

Glavni elementi
- Uteg.
- Okvir.
- Spužve za vanjske mjere.
- Spužve za unutarnje mjere.
- Crta za mjerenje dubine.
- Vijak za pričvršćivanje okvira.
- Noniusova ljestvica. Koristi se za očitavanje frakcija milimetara.
- Skala utega.
Spužve za unutarnje mjere 4 imaju oblik poput noža. Zahvaljujući tome, veličina rupe određena je ljestvicom bez dodatnih izračuna. Ako su čeljusti čeljusti stepenaste, kao u uređaju ShTs-2, tada se pri mjerenju utora i rupa dobivenim očitanjima mora dodati njihova ukupna debljina.
Nonius vrijednost očitanja y razni modeli alat može varirati. Tako, na primjer, za ShTs-1 je 0,1 mm, za ShTs-II je 0,05 ili 0,1 mm, a točnost uređaja s očitanjem noniusa od 0,02 mm približava se točnosti mikrometara. Strukturne razlike u uređaju čeljusti mogu se izraziti u obliku pomičnog okvira, granica mjerenja, na primjer: 0–125 mm, 0–500 mm, 500–1600 mm, 800–2000 mm itd. Točnost mjerenja ovisi o različitim čimbenicima: vrijednosti očitanja nonijusa, radnim vještinama, dobrom stanju instrumenta.
Postupak mjerenja, provjera ispravnosti
Provjerite prije rada tehničko stanječeljust i podesite ako je potrebno. Ako uređaj ima iskošene čeljusti, ne smije se koristiti. Također nisu dopušteni urezi, korozija i ogrebotine na radnim površinama. Potrebno je da se krajevi šipke i ravnala mjerača dubine podudaraju s kombiniranim čeljustima. Skala instrumenta mora biti čista i čitljiva.
Mjerenje
- Čeljusti čeljusti su čvrsto pritisnute uz malo napora, bez praznina i izobličenja, na dio.
- Prilikom određivanja vanjskog promjera cilindra (osovine, vijka itd.) pripazite da je ravnina okvira okomita na njegovu os.
- Prilikom mjerenja cilindričnih rupa, čeljusti čeljusti postavljene su na dijametralno suprotne točke, koje se mogu pronaći fokusiranjem na maksimalna očitanja ljestvice. U tom slučaju, ravnina okvira mora proći kroz os rupe, tj. mjerenje duž tetive ili pod kutom prema osi nije dopušteno.
- Za mjerenje dubine rupe, šipka se postavlja na njezin rub okomito na površinu dijela. Ravnalo za mjerenje dubine gura se skroz do dna pomoću pomičnog okvira.
- Rezultirajuća veličina je fiksirana vijkom za pričvršćivanje i određena su očitanja.
Radeći s čeljustima, pratite glatkoću okvira. Trebao bi sjediti čvrsto, bez njihanja, na šipki, dok se kreće bez trzaja uz umjeren napor, koji se regulira vijkom za zaključavanje. Potrebno je da se pri spajanju čeljusti nulti hod nonijusa poklapa s nultim hodom šipke. U suprotnom je potrebna ponovna ugradnja nonijusa, za što se otpuštaju njegovi pričvrsni vijci na okvir, spajaju potezi i ponovno pričvršćuju vijci.
U proizvodnji Građevinski radovi ili manji popravcičesto su potrebni mjerni instrumenti. Obično su to ravnala ili ruleti. Ali pri mjerenju promjera cijevi ili dubine rupe, ovi alati nisu prikladni. U takve svrhe koriste se točniji mjerni instrumenti - čeljusti.
Takav uređaj je univerzalan. Pomoću njega možete mjeriti vanjske i unutarnje dimenzije dijelova. Čeljusti su stekle široku popularnost u svakodnevnom životu, jer imaju jednostavan uređaj i lako se koriste. S ovim uređajem možete brzo i jednostavno izvršiti mjerenja s visokom točnošću.
Uređaj za čeljust
1 - Spužve za unutarnje mjere
2 - Spužve za vanjske mjere
3 - Stezni vijak
4 - Pomični okvir
5 - Nonije
6 - Šipka
7 - Štapna vaga
8 - Dubinomjer
Svi alati slični čeljusti imaju mjernu šipku, zahvaljujući kojoj je uređaj dobio ime. Na stabljici se nalazi glavna vaga, koja je prije svega neophodna pri mjerenju.
Pomični okvir s apliciranom ljestvicom ima mogućnost pomicanja duž šipke. Ljestvica na traci naziva se vernier, koja ima točniju oznaku u dijelovima podjela. To osigurava poboljšanu točnost mjerenja. Stupanj točnosti čeljusti, ovisno o verziji, može doseći stotinke milimetra.
Čeljusti imaju dvije vrste čeljusti:
- Za mjerenje unutarnjih dimenzija.
- Za mjerenje vanjskih dimenzija.
Postoji još jedan mjerni element uređaja, koji se naziva dubinomjer. Pomoću njega možete mjeriti dubinu rupa i druge dimenzije.
Digitalna čeljust radi na sličan način. Međutim, umjesto nonijusa koristi se digitalna vaga, što povećava jednostavnost korištenja i točnost mjerenja uređaja.

1 - Stezni vijak
2 - Baterija
3 - duljina promjene valjka
4 - Nuliranje
5 - Uključivanje / Isključivanje
6 - Prebacivanje mm / inča
Kao i svi mjerni instrumenti, digitalni instrumenti opremljeni su skalom s vrijednošću podjele od 0,01 mm. Dopuštena pogreška je odstupanje mjernog rezultata gore ili dolje za 10%. U industriji se sva mjerila podvrgavaju mjeriteljskoj kontroli svakih šest mjeseci.
Distribucijska mreža prodaje čeljusti zapakirane u kućište. Prilikom kupnje alata preporuča se pregledati mjerne čeljusti. Trebaju biti ravnomjerni, a kada su stisnuti, ne smije biti razmaka.
Ljestvica nonijusa sa zatvorenim čeljustima treba biti u nultom položaju. Crte podjele noniusa moraju biti jasno označene. Komplet uređaja mora sadržavati putovnicu s oznakom o provjeri točnosti.
Vrste i značajke
Glavne vrste čeljusti:

Postoji nekoliko podvrsta raznih čeljusti ovisno o veličini, značajke dizajna i princip rada. U nastavku razmatramo glavne vrste takvih mjernih instrumenata.
ShTs-ja

Ovo je najjednostavniji i najpopularniji model uređaja koji se naširoko koristi u industrijska proizvodnja. Zove se "Columbic" po nazivu tvrtke proizvođača, koja je proizvela alat u ratno vrijeme (Columbus).
Uređaj može mjeriti unutarnje, vanjske dimenzije, dubinu. Interval mjerenja je od 0 do 150 mm. Točnost mjerenja doseže 0,02 mm.
SCC-ja

Ovaj digitalni model mjernog alata ima sličan dizajn kao klasična pomična čeljust. Interval mjerenja 0-150 mm. Jedna od njegovih prednosti može se nazvati većom preciznošću mjerenja zbog prisutnosti digitalnog indikatora.
Pogodnost korištenja takvog digitalnog uređaja leži u činjenici da se indikator može resetirati na bilo kojoj točki mjerenja. Također se jednim gumbom možete jednostavno prebaciti s metričke na inčne.
Kada kupujete digitalni model, morate obratiti pozornost na prisutnost nultih očitanja kada su čeljusti zatvorene, a također kada je vijak za zaključavanje zategnut, brojevi na zaslonu ne bi trebali skočiti.
ShCK-ja

U ovom dizajnu čeljusti postoji rotirajući indikator s okruglom ljestvicom, čija je vrijednost podjele 0,02 mm. Prikladno je koristiti takve čeljusti za česta mjerenja u proizvodnji. Strelica indikatora je jasno vidljiva za brzu kontrolu rezultata, nema skokova, za razliku od digitalnih modela. Ovaj je uređaj posebno koristan u odjelu tehničke kontrole za mjerenja sličnih standardnih veličina.
ShTs-II

Takva ravnala koriste se za mjerenje unutarnjih i vanjskih dimenzija, kao i za rad na označavanju dijelova prije obrade. Stoga njihove čeljusti imaju vrhove od tvrde legure koji ih štite od brzog trošenja. Interval mjerenja uređaja serije ShTs-II je u rasponu od 0-250 mm, a točnost mjerenja je 0,02 mm.
ShTs-IIIi SCC-III

Ovim modelom instrumenta najčešće se mjere veliki detalji, jer je njegova točnost mjerenja veća od ostalih modela i iznosi 0,02 mm za mehaničke instrumente, odnosno 0,01 mm za digitalne.
Najveća dimenzija za mjerenje je 500 mm. Spužve u takvim modelima usmjerene su prema dolje i mogu imati duljinu do 300 mm. To omogućuje mjerenje dijelova u širokom rasponu.
Čeljusti za posebne namjene
Ukratko razmotrimo nekoliko specijaliziranih modela čeljusti dizajniranih za posebne vrste rada. U distribucijskoj mreži takvi se uređaji pojavljuju vrlo rijetko.
- SCCT- koristi se za mjerenje cijevi, naziva se pomična čeljust.
- SCCV- za mjerenje unutarnjih dimenzija, ima digitalni displej.
- SCCN- slično kao i prethodni uređaj služi za mjerenje vanjskih dimenzija.
- SHCU– univerzalni digitalni mjerač, komplet uključuje set mlaznica za teško dostupna mjerenja: udaljenosti od središta do središta, stijenke cijevi, vanjske i unutarnje mjere itd.
- SCCD- uređaj za mjerenje debljine kočionih diskova i dijelova s raznim izbočinama.
- SCCPČeljusti se koriste za mjerenje dubine profila automobilskih guma.
- SCCM- čeljusti dizajnirane posebno za mjerenje udaljenosti od središta do središta.
Pravila za korištenje čeljusti
- Alat za provjeru. Da biste to učinili, spojite čeljusti čeljusti i provjerite točnost njihovog zatvaranja na postojanje razmaka između njih.
- Uzmite alat u desnu ruku, a mjereni dio u lijevu ruku.
- Za mjerenje vanjske veličine dijela potrebno je odvojiti donje čeljusti alata i između njih postaviti dio koji se ispituje. U tom slučaju treba biti oprezan jer su rubovi čeljusti oštri i možete se ozlijediti ako neoprezno rukujete alatom.
- Stisnite čeljusti čeljusti dok ne dođu u dodir s predmetom izradaka. Ako materijal dijela ima meku strukturu, tada će jaka kompresija čeljusti dovesti do netočnosti mjerenja. Stoga se spužve moraju pažljivo stiskati, samo dok ne dođu u dodir s površinom dijela. Palac se koristi za pomicanje okvira čeljusti.
- Provjerite položaj čeljusti u odnosu na radni komad. Oni bi trebali biti na jednakoj udaljenosti od rubova dijela, prisutnost izobličenja alata nije dopuštena.
- Pričvrstite vijak za stezanje pomičnog okvira. To vam omogućuje spremanje položaja okvira za točne rezultate mjerenja. Preporučljivo je zategnuti vijak s velikim i kažiprst, u isto vrijeme, istom rukom, držite alat u jednom položaju kako ga ne biste pomaknuli kako biste osigurali točnost mjerenja.
- Ostavite dio sa strane i uzmite fiksnu čeljust bez dijela za uzimanje rezultata mjerenja.
- Faza uzimanja očitanja instrumenta je vrlo važna, jer netočnost u mjerenju može dovesti do ozbiljnih posljedica u proizvodnji.
Postavite čeljust točno ispred svojih očiju.

1 — Štapna vaga
2 - 21 podjela
3 — Noniusova ljestvica
Na slici je prikazan redoslijed mjerenja. Lijevo su čeljusti za vanjska mjerenja s mjernim dijelom, a desno ljestvice: nonius i glavna. Njihova podjela odredit će rezultat mjerenja.
Prvo morate izračunati broj cijelih milimetara. Da biste to učinili, morate na ljestvici bara pronaći odjeljak koji je najbliži nuli noniusa. Ova podjela je označena prvom gornjom crvenom strelicom. U našem slučaju, ova vrijednost je 13 mm. Ova se vrijednost mora zapamtiti ili zapisati.
Zatim morate izračunati dijelove milimetra. Da biste to učinili, na nonijusnoj ljestvici morate pronaći podjelu koja odgovara podjeli na stupčanoj ljestvici. Ova podjela na slici je prikazana drugom crvenom strelicom.
Zatim morate odrediti broj podjele redom, za naš slučaj ispada 21.
Zatim morate taj broj pomnožiti s cijenom podjele skale noniusa. U našem primjeru vrijednost podjele je 0,01 mm.
Sada je potrebno izračunati točnu vrijednost mjerenja koju određuje kaliper. Da biste to učinili, dodajte cijeli broj dijelovima milimetra. Rezultat je 13,21 mm.
- Na kraju rada s alatom očistite ga, otpustite vijak, zatvorite čeljusti i stavite ga u kovčeg. Ako će alat biti pohranjen dulje vrijeme, preporuča se tretirati ga antikorozivnom otopinom.
S brojčanikom ili digitalnim mjerilom proces mjerenja postaje mnogo lakši, budući da ništa ne treba računati, gotov rezultat bit će vidljiv na zaslonu ili na brojčaniku.
Čeljust, upute za korištenje koje vam omogućuju prilično točna mjerenja, imaju jednostavan dizajn. Korištenje je također vrlo jednostavno. Pomoću njega možete odrediti unutarnje i vanjske dimenzije dijelova. Majstor može saznati koliko su duboke rupe i sve vrste izbočina.
Značajke korištenja čeljusti
Kaliper je mjerni instrument visoke preciznosti. Podaci dobiveni tijekom mjerenja imat će točnost unutar 0,1-0,01 mm. Ako se suočite s potrebom određivanja vanjskih i unutarnjih dimenzija, tada biste trebali koristiti široke koje se nalaze ispod, kao i pomoćne šiljaste spužve. Posljednji od gore navedenih također se koriste za označavanje površine dijelova.

Dubina rupa i dimenzije izbočina mogu se odrediti pomoću dubinomjera, koji je sastavni dio opisanog alata. Dizajn čeljusti može biti različit, na primjer, vernier, pokazivač ili elektronički. Posljednje dvije opcije imaju drugo ime - brojčanik i digitalna čeljust. Svi imaju isti dizajn, a razlika je samo u vrsti uređaja za očitavanje.
Gore navedene okolnosti upućuju na to da su principi korištenja pomičnog pomjera, kazaljke ili digitalnog tipa potpuno isti, ali postoji razlika, a sastoji se samo u prikazu informacija od strane uređaja. Iz tog razloga, preporučljivo je razmotriti primjer jednog od instrumenata, na primjer, vernier.
Povratak na indeks
Priprema prije mjerenja

Prije uporabe čeljusti je potrebno očistiti od masnoće i čestica prašine, obraćajući pozornost na površine koje će biti uključene u mjerenja. Zatim je potrebno analizirati točnost alata. Ako se rad obavlja pomoću uređaja za vernier, to će biti lako učiniti - za to trebate samo kombinirati glavne (široke) čeljusti čeljusti, koje se nalaze ispod. U tom slučaju oznake na razini "0" obje ljestvice moraju odgovarati. Istodobno, 19. oznaka ljestvice trebala bi se podudarati s 10. - na nonijusu. Ako su ovi uvjeti ispunjeni, uređaj se može smatrati ispravnim i potpuno spremnim za mjerenja.
U korisničkom priručniku propisana su pravila za analizu pokazivača i digitalnog čeljusti, a čeljusti uređaja također moraju biti međusobno uparene.
U slučaju brojčanika pokazivača, kazaljka bi trebala biti na nultoj oznaci.
Dok bi se na zaslonu elektroničkog uređaja trebala pojaviti oznaka "0".
Povratak na indeks
Uzimanje mjerenja

Prilikom izvođenja radova morate biti oprezni jer mjerne baze čeljusti uređaja imaju opasne rubove. Da biste odredili vanjsku veličinu elementa, čvrsto ga stegnite između glavnih čeljusti koje se nalaze ispod. Alat se mora držati unutra desna ruka, četiri prsta treba omotati oko šipke, dok palac treba staviti na okvir. Okvir treba pomicati palcem, a nakon postizanja željenog koraka između čeljusti koje se spajaju s izmjerenom bazom, fiksira se pomoću stezaljke.
Kao što ćete vidjeti u ovom članku, modificiranje elektroničke digitalne čeljusti vrlo je jednostavan postupak, ali se mora obaviti pažljivo kako se alat ne bi oštetio. Dizajn elektronske čeljusti ima 4 posebna kontakta. Ovi se kontakti, primjerice, mogu koristiti za spajanje vanjskog napajanja, upravljačkih funkcija itd.

Dodjela pinova je (s lijeva na desno): negativni terminal, podaci, sat i pozitivni terminal.
Za aktiviranje skrivenih opcija elektroničkog digitalnog čeljusti, pinovi 2 i 4 moraju biti povezani zajedno.

Možda različite elektroničke čeljusti imaju neke razlike, ali općenito se njihova modifikacija provodi na isti način.
Prvi korak u finalizaciji je pronaći vijke koji drže kućište zajedno. Na našoj čeljusti nalaze se ispod plastične naljepnice. Njihov položaj može se vidjeti na fotografiji.

Nakon otvaranja plastičnog kućišta koje sadrži tiskanu ploču, zaslon i nekoliko metalni elementi, trebate odvrnuti nekoliko vijaka za uklanjanje isprintana matična ploča.
Prilikom rukovanja potrebno je posebno paziti isprintana matična ploča i prikaz.
Zaslon je povezan s tiskanom pločicom pomoću vodljive gumene brtve. Pazite da ne odvojite zaslon od ploče, jer će to otežati poravnavanje spojeva tijekom ponovnog sastavljanja. I kada pogrešna lokacija zaslon se može spontano isključiti i na njemu se mogu pojaviti čudni znakovi.

Nakon uklanjanja tiskane ploče elektroničkog čeljusti, dobivamo pristup potrebnim kontaktima.
Sada možete zalemiti 2 tanke žice (što tanje to bolje). Jednu zalemite na pin broj 2, a drugu na pin broj 4.

Za zatvaranje ovih terminala najbolje je koristiti mikro gumb, na primjer iz starog računalnog miša. Igle gumba moraju biti savijene pod kutom od 90º (kao na slici) tako da dobro pristaje u utor i stoga se čvrsto drži na mjestu.

Nakon lemljenja žica, provodi se montaža elektroničke digitalne čeljusti obrnuti redoslijed. Nakon sastavljanja, zalemljene žice bi trebale viriti iz utičnice.
Nakon toga zalemite gumb i postavite ga u utor.

Budući da su nožice gumba prethodno savijene, one opružuju gumb i čvrsto ga drže na mjestu. Evo kako to izgleda.

Pritiskom na novi gumb dobivamo pristup nekim modovima koji prije nisu bili dostupni.
Kada se tipka pritisne prvi put, elektroničko mjerilo ulazi u način brzog očitavanja (FT), kada se pritisne tipka ZERO, možemo zamrznuti izmjerenu vrijednost (H).

Kad se tipka ponovno pritisne, elektronička čeljust će ući u način rada minimalne vrijednosti (MIN). U ovom načinu rada zaslon prikazuje najmanju izmjerenu vrijednost.
Ako ponovno pritisnete tipku "NULA", ponovno ćemo se prebaciti na način fiksiranja izmjerene vrijednosti (H).
 glasova)
glasova)
Kaliper je vrlo popularan mjerni alat. Uređaj čeljusti je prilično jednostavan, tako da ga gotovo svatko može koristiti bez posebnog prethodna obuka. Pomoću njega možete izmjeriti vanjske i unutarnje dimenzije raznih dijelova, kao i dubinu rupa u njima. Unatoč jednostavnom dizajnu, ovaj instrument ima različitu klasu točnosti i može dati očitanja s točnošću od 0,1 do 0,01 mm. Ime je dobio prema glavnom dijelu dizajna. Zahvaljujući uređaju, čeljust se s pravom smatra jednim od najsvestranijih mjernih alata.
Pomoću čeljusti možete izmjeriti vanjske i unutarnje dimenzije različitih dijelova, kao i dubinu rupa u njima.
Glavne konstrukcijske karakteristike čeljusti
Čeljust u principu, au ovom slučaju čeljust, kao glavni dio ima uvlačnu šipku s mjernom skalom. Ova je ljestvica podijeljena na podjele od 1 mm, a njezina ukupna duljina za najjednostavniji kućanski model ShTs-1 je od 15 do 25 cm. Postoje i veliki modeli, ali se koriste samo na industrijska poduzeća a mnogo su rjeđi. Iz ove šipke se određuje maksimalna vrijednost koju ovaj određeni model čeljusti može izmjeriti.

Digitalna čeljust ShTsT ima digitalni zaslon postavljen na pomični okvir.
Njegova posebna značajka dizajna je prisutnost takvog uređaja kao vernier. Ovo je pomoćna vaga koja je pokretna u odnosu na glavno ravnalo. Pomaže u ispravnom određivanju broja dionica na ovom ravnalu. Podjelci na nonijus ljestvici, također poznati kao "nonius", su određeni djelić manji od podjela glavnog ravnala. Može ih biti 10 za model točnosti do 0,1 mm, odnosno 20 za modele točnosti do 0,05 mm. Načelo rada nonijusa temelji se na činjenici da je mnogo lakše odrediti podudarnost podjela okom nego relativni položaj jedne podjele između dva druga.
Kada je potrebno izmjeriti vanjske površine, kao što je poprečni presjek žice, velike čeljusti se jednostavno preklapaju s obje strane unutarnjim površinama. Između njih je stegnuta žica, a nulta podjela skale pomičnog okvira daje indikaciju na glavnoj skali štapa. Male spužve imaju oblik oštrica škara, što pomaže u mjerenju promjera cijevi ili druge rupe na ljestvici bez dodatnih izračuna. Imaju vanjske radne površine, imaju šiljasti profil oštrice, tako da mogu mjeriti takav pokazatelj kao što je korak navoja.
Sastavni dijelovi i primjena
Alat se sastoji od fiksne baze i uvlačnih priključaka. Izrađene su od alatnog čelika. Sastav čeljusti uključuje sljedeće komponente:
- Glavna šipka na koju su pričvršćeni svi pomični okovi. Sadrži glavnu ljestvicu.
- Pokretni okvir s navojnom bravom i pritisnut unutarnjom opružnom pločom. Ima nonijusnu ljestvicu. Može se nanositi izravno na nju, ili može biti na ploči pričvršćenoj vijcima. To vam omogućuje da ga prilagodite u odnosu na ljestvicu na traci.
- Spužve za mjerenje vanjskih površina ili velike spužve. Jedan od njih je pričvršćen na fiksnu šipku, a drugi na pomični okvir. Na krajevima su uske površine, što daje dodatne mogućnosti za mjerenje.
- Spužve za mjerenje unutarnjih površina ili male spužve. Nalaze se po istom principu nasuprot prethodnima duž središnje osi.
- Ravnalo za mjerenje dubina. Fiksira se na pomični okvir.
Ravnalo za mjerenje dubine pričvršćeno je na pomični okvir i kreće se po utoru napravljenom u ravnini šipke. Također se može koristiti za mjerenje unutarnjih žljebova i udaljenosti ramena. Šipka se postavlja na kraj okomito na objekt koji se mjeri. Ravnalo se izvlači dok ne udari u dno. Za mjerenje konusnih rupa, njegov kraj ima blago izoštravanje. Nakon primitka rezultata mjerenja, preporuča se fiksirati položaj instrumenta pomoću vijka za pričvršćivanje, a tek onda uzeti očitanja.
Varijante dizajna čeljusti i njihovo označavanje
Uz najjednostavniji mehanički model, čiji je uređaj gore spomenut, postoje i drugi. Mogu se podijeliti u 4 glavne vrste s 8 standardne veličine. Njihov dizajn, kao i svrha, imaju neke razlike. Uz gore razmotrenu dvostranu čeljust ShTs-1, postoji i jednostrana inačica ShTsT-1, koja ima čeljusti samo s jedne strane i ravnalo za mjerenje dubine. Iako ima mehanički uređaj, kao i ShTs - 1, materijal za njegovu proizvodnju je čvrsti visokolegirani čelik. Ovaj alat pomaže identificirati vanjske linearne dimenzije i dubina rupa tijekom abrazivnog djelovanja na mjereni objekt.
Alat nazvan ŠC - 2 opremljen je dvostranim dizajnom, ali su spužve za mjerenje unutarnjih i vanjskih površina poravnate, te imaju redom ravne površine iznutra i cilindrične izvana. Nasuprot njima su spužve iste veličine za mjerenje vanjskih dimenzija, zaoštrenih rubova. To omogućuje ne samo mjerenje, već i označavanje na površini mjerenog dijela. Osim toga, ovaj model ima pomoćni mikrometarski okvir za uvlačenje koji vam omogućuje uzimanje očitanja s velikom točnošću.
Čeljust ŠC - 3 razlikuje se od prethodnog modela samo u jednostranom dizajnu. Njegov par čeljusti dizajniran je za mjerenje unutarnjih i vanjskih dimenzija. Ovaj model je dizajniran za mjerenje najvećih veličina, tako da je također prilično velik. S čim više veličina instrument za mjerenje, veća je greška mjerenja. Stoga, osim gore opisanih struktura, čeljusti su podijeljene indikatorima, uz pomoć kojih se očitavaju.
Prema tom principu dijele se na nonijuse, na kojima se očitanja izračunavaju neovisno, na temelju kretanja okvira, na brojčanike i digitalne. U brojčaniku, oznaka ShCK, isto mehanički princip. Na okviru se nalazi digitalna skala spojena sa polugom mjenjača. Cijeli milimetri očitavaju se po položaju ruba okvira, a njihovi razlomci već po kotačiću. Ova čeljust ima više visoka klasa točnost od nonijusa, a može biti do 0,01 mm. Međutim, vrlo je osjetljiv na mehanička oštećenja i onečišćenje zupčaste letve od mjerenih dijelova.
S upotrebom čeljusti neraskidivo je povezana proizvodnja tokarenja, ugradnja raznih cjevovodnih sustava, vijčanih spojeva i drugih konstrukcija koje zahtijevaju povećanu točnost.
U isto vrijeme, zahvaljujući dizajnu, gotovo svi ga mogu koristiti. Digitalna čeljust ShTsT ima digitalni zaslon postavljen na pomični okvir. U okviru je montiran čitač koji pokazuje razmak između čeljusti za mjerenje. Na zaslonu se nalaze gumbi koji vam omogućuju upravljanje njima. Točnost takvog uređaja je 0,01 mm i omogućuje vam da napravite najviše mjerenja male dijelove posebno za kontrolu niti. Međutim, svi nedostaci elektroničkih uređaja svojstveni su ovom alatu. Promjene u parametrima nosača pod utjecajem promjena temperature odmah utječu na očitanja na zaslonu.