To process logs on a band sawmill, it is necessary to adhere to the accepted technology. In this way you can get the maximum amount quality materials- boards and timber. But first you should familiarize yourself with the basic cutting rules.
Types of wood cutting
At the first stage, a carriage is formed from a log. To do this, cuts are made on both sides of it. In some cases, processing is performed on four sides. A map of the band cut of the workpiece is first drawn up, on which the dimensions of the components are indicated.
The determining parameter when choosing a scheme is the direction of processing of the log. In particular, the movement of the cutting edge relative to the annual rings. According to this, lumber of various qualities is formed, with a unique appearance. Not only their aesthetic qualities, but also their price depend on this.
The following types of cuts are distinguished:
- tangential. The cut is made tangentially to the annual rings. As a result, oblong patterns in the form of arches and rings are formed on the surface;
- radial. To perform it, perpendicular processing along the annual rings is necessary. A special feature is the uniform pattern;
- transverse. Processing occurs across the fibers, the cut pattern is an even cut of annual rings;
- rustic. Can be made at any angle, contains a certain number of knots, sapwood or other similar defects.
The woodworking industry often uses waste from band sawing logs - slabs. On one side there is a flat plane, and the other remains unprocessed.
To create the most accurate cutting, it is recommended to use special programs. They take into account not only the dimensions of the source material, but also the type of wood.
Sawing on a sawmill with log rotation 180°
To form maximum quantity boards, it is recommended to use a technology in which some belt processing processes are rotated by 180°. This allows you to achieve the maximum amount of lumber with various types cuts.
The principle of processing is to make initial cuts along the edges of the log, located at an angle of 90° relative to each other. They will serve as the basis for further tape cutting. The work is carried out on equipment with a vertical arrangement of cutting elements. The diameter of the trunk must be at least 26 centimeters.
Step-by-step order of work.
- Processing the side with the cut-off edge. The result is two boards.
- Rotate the workpiece by 90°. The cut is made from the opposite part. The number of products varies from 3 to 4.
- Repeated turn 90°. The main part of the source material is processed. Depending on what you plan, you may end up with 7-8 pieces.
Despite all its positive qualities, this method has one significant drawback - low production speed. It is recommended to use it on equipment that has a block for automatically changing the position of the log relative to the cutting part of the machine.
The detailed diagram is most often used for the production of rustic boards, which have lower quality requirements.
Sawing on a sawmill with log rotation 90°

For the manufacture of tangential and radial boards, it is recommended to use a different technique. It consists of systematic strip processing of logs with simultaneous analysis of defects. In this way, products of the required quality can be obtained.
After delimbing, the workpiece is placed on the infeed bed sawing machine. Then you need to complete the following steps.
- Removing the primary slab. This is carried out until the width of the base is 110-115 mm.
- Removal of unedged boards approximately 28 mm thick.
- If the number of defects on the surface exceeds the required level, the material is rotated 90°. If the quality of the board is sufficiently high, the next one is cut.
- Repeating the operation.
A similar technique is applicable for processing units that have one cutting surface or have the function of temporarily dismantling the rest.
When enough large quantities defects, you can not put the workpiece aside, but rather process it by turning it 180°.
The above-described tape processing technique can be applied to create any configurations wooden products. Often the core area is used to form timber, and the remaining parts are used to make boards. But there may be exceptions - it all depends on the required shape of the blanks.
The quality of work is affected current state sawmills, saw sharpening level and processing speed. These factors must be taken into account before starting the production process. If necessary, preventive maintenance or repair of equipment is carried out.
The video shows the technique of sawing logs on a homemade band sawmill:
All photos from the article
In this article we will talk about how to cut logs on a band sawmill. In addition, we will consider what are the criteria for selecting one or another method of wood processing and how this affects the characteristics of the finished lumber.
Methods for cutting logs to produce various lumber have been developed and improved for a long time, since this is the only opportunity to obtain edged boards, timber and other categories of similar products from a single tree trunk.

From ancient times to the present day, wood processing methods have evolved, and in addition, new, more productive equipment has appeared that makes it possible to obtain necessary lumber quickly and with minimal production waste.
Features of wood processing
The instructions for processing raw materials and obtaining lumber products consist of a number of technological operations, including longitudinal cutting of logs, trimming lumber and cutting to width, sorting by standard sizes, sorting by quality of workmanship, drying and storage.
Each of the listed stages is important from a quality point of view finished products. But cutting is the most labor-intensive and critical stage, during which the main characteristics of the finished lumber are formed.
Drawing up a plan for cutting logs into lumber (choosing a suitable processing method) depends on the type of wood, the size of the raw material, the degree of humidity, the density and hardness and many other factors. Of course, the method of processing raw materials is determined to a large extent based on the level of technical equipment of the enterprise.
Let's consider what equipment is used for industrial sawing of wood and what methods are relevant for each category of this equipment.
Cutting equipment and features of its use
The following categories of equipment are used for longitudinal cutting of logs:
- Single band saws or circular saws are a traditional solution that has been used for a long time.
- A group of frame saws is a more progressive solution that can significantly increase the productivity of raw material processing without compromising the quality of the finished product.
Let us consider in more detail the features of the application of the listed categories of equipment.
- Individual cutting is a method that uses single saws. In this case, only one cut can be obtained in one saw pass. Therefore, the entire tree trunk can be cut in several passes.
Important: The advantage of individual cutting is the independence of each subsequent cut from the previous one.
That is, sawing can be carried out in different planes.
As a result, it becomes possible to use certain properties more rationally different parts logs
At the same time, this method is low-productivity and therefore not suitable for use in large woodworking enterprises.
- Group sawing- This process, during which a group of frame saws is used.
Advantage this method is that the log is cut completely in one pass. This saves time and, as a result, reduces the cost of production. But you need to remember that group sawing is performed in one plane.
Today, the following categories of equipment for group sawing are most widespread:
- narrow-clearance vertical frames, machines with circular saws, milling saws (diameter of processed raw materials from 14 to 22 cm).
- medium-clearance vertical frames (diameter from 24 to 48 cm)
- wide-clearance vertical frames, double and quadruple bandsaw-type units (diameter of processed raw materials over 50 cm).
When sawing wood, it is important to immediately calculate what the consumption will be, as this will affect the cost of lumber. Exit finished products may be different. It all depends on the quality of the wood used and whether measures are taken to optimize cutting. There are special measures to increase work efficiency, make the output better, and the quality of sawing higher. Before sawing, you need to pre-calculate everything. It's not as difficult as it might seem, but it costs round timber will be optimal and beneficial for obtaining excellent results.
How to increase cutting efficiency
In order for the yield of lumber to be significant, it is necessary to use special measures to increase the efficiency of the process:
- The calculation should be carried out only when using special programs; manually it will have low results, and the percentage of defects will be high.
- The round timber must first be sorted so that processing is carried out correctly.
- For cutting you need to use equipment high quality. Otherwise, the amount of waste will be large, and the quality of the resulting lumber will be low.
- It is best to cut wide lumber first; narrow lumber takes longer to process.
- It is not recommended to take long logs.
- Before work, you should set up the equipment.
The yield of finished lumber may vary. It must be remembered that at the first stage boards are obtained, then they are sorted. As a result, the percentage decreases even more; for example, for deciduous trees it can be only 10-20%.
How to optimize cutting

To increase the yield of lumber, the cutting process must be optimized. This applies primarily to those workpieces that have significant curvature. To cut a crooked round timber, you need to perform a number of steps:
- First, only suitable wood is selected for work. If the remaining logs have rot, sprouts, or cracks at the ends, then it is necessary to trim off some areas.
- If a rotten core is discovered during work, you can carefully remove it, and then saw the remaining part. This will allow you to avoid large losses and obtain boards with a length of 1 m or more with the required quality.
- It is recommended to use logs with a larger diameter so that the yield percentage is higher. The coefficient can be 1.48-2.1, but it all depends on the diameter, quality of the round timber, sorting, and equipment. For frame shops this coefficient will be 1.48-1.6, and for lines with milling equipment— 1.6 for large forest. With a round log diameter of 12 cm or more, the coefficient can exceed 2.1.
Volume of waste after sawing
In order for the finished board to come out with a high percentage, everything must be prepared correctly, the work must be carried out only in accordance with the technology. Roundwood of coniferous and deciduous species produces different yields. In the latter case, the volume is smaller, even if special additional equipment is used. Needles are considered more convenient for sawing, since their trunk is straight and the log has a larger diameter. Coniferous forest is not so susceptible to rotting, so there is less waste. For hardwood, 2 cutting technologies are usually used:

- using a band sawmill on Z75, Z63;
- into collapse, when a half-beam is cut out in the core of the material and passed through a multi-saw machine.
The volume of a band sawmill is 40-50%. When using technology for collapse, the yield is different, it can be increased up to 70%, but the costs of such work are higher. If you cut round timber, the length of which is 3 m, you can see that the percentage of rejects is quite large, and the remaining material requires processing. This applies to the bulk with boards 22x105(110, 115)x3000 mm. There are many options for such a marriage. For example, it could be a wormhole, which is no longer suitable for most jobs.
After sorting, the volume of hardwood material, which belongs to grade 0-2, will be only 20-30% of the amount obtained after sawing. This means that of the total mass of harvested round timber, the yield of normal boards will be only 10-20%. The remaining materials are mainly used for firewood. For coniferous round timber, the yield will be different, but attention must be paid to what average values of the resulting volume are observed.
Lumber output
In order for the yield of lumber to be optimal, numerous conditions must be taken into account. To calculate correctly, you can consider the example of round timber yield. The data was obtained from the real experience of specialists and from the performance of sawmills. This makes it possible to compare percentage, calculate optimal average numbers.
For conifers, the following solution is possible:

- For unedged boards and other unedged materials during sawing, the yield will be 70%. This is the amount of material obtained during processing, the amount of waste will be equal to 30%.
- For edged material, when using sawmills of 63, 65, 75, there will be a lower yield of lumber, only around 45%. U band sawmills the yield is usually up to 55-60% of the finished material. If you use means to increase efficiency, you can reach 70%, although this requires extensive experience.
- From a circular sawmill you can get lumber in the amount of 70-75%, although using methods to increase efficiency it may well be 80-75%. But work experience is required.
According to GOST 8486-86, for grade 0-3, the yield percentage, not taking into account sorting, is approximately 70%.
Another 30% can be left for rejecting the finished material. Rejected material is not thrown away; it is used for the manufacture of other types of lumber, which allow for the presence of certain defects.
For deciduous roundwood, a different yield percentage is observed:
- U unedged material — 60%.
- For edged wood - up to 35-40%, since the curvature of the original deciduous wood is usually large.
The output can be increased; additional equipment is used for this. This could be a special multi-sawing machine, an edge trimming machine, or a slab machine. In this case, the yield of lumber will increase by about 20%. The given percentage is given based on data on obtaining boards of grade 0-4. When sorting grades 0-1, the percentage of lumber obtained is 10%. To get a cube of finished edged hardwood material, you need to cut 10 cubes of the original round wood.
The yield of lumber from roundwood may vary. It all depends on the original type of wood used by the sawmill. Special measures to increase efficiency, they allow you to get a larger percentage than is possible, but for this you need to have some work experience.
Calculation of optimal log cutting using Excel. It is important for every sawmill to minimize raw material waste from production. The profitability of construction log production significantly depends on this.
An example of calculating the cutting of construction logs in Excel
The program for calculating the cutting of logs will be useful for small entrepreneurs who are ready to create their own business for the production of rounded logs and the construction of wooden
A certain number of logs, each 10 meters long, are sent for cutting. The sawmill entered into a contract for the supply of wood raw materials in the following quantities:
- 100 logs, 5 meters each;
- 200 logs, 4 meters each;
- 300 logs, 3 meters each.
What is the optimal number of logs that must be cut to meet the contractual conditions? In other words, how to cut boards with a minimum amount of production waste?
Solving the problem of cutting logs
To compile a solution model, it is necessary to determine all possible options cutting logs 10 meters long each into 3-, 4- and 5-meter sections, taking into account the length of the waste. The result of such calculations is the identification of 6 cutting options:
- 2 beams of 5m each (0m waste).
- 2 beams 5m + 4m (1m waste).
- 2 beams 5m + 3m (2m waste).
- 3 beams 3m + 3m + 4m (0m waste).
- 2 beams of 4m each (2m waste).
- 3 beams of 3m each (1m of waste).
According to the conditions of the problem, X i are sawn using method i. Then the following scheme will be correct:
F = X 1 + X 2 + X 3 + X 4 + X 5 + X 6 => min
You can create a system like this:

The next step is to prepare a Microsoft Excel table that will contain the initial conditions of the problem.
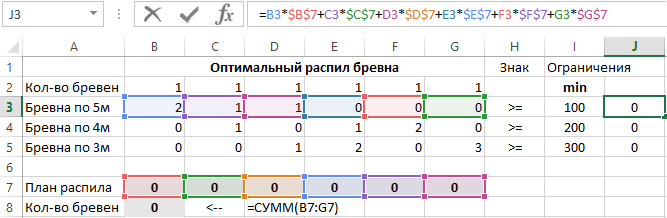
To calculate the left side of the constraint and the objective function, the corresponding formulas are introduced. Fill cells J3:J5 with these formulas:
And in cell B8 enter the formula: =SUM(B7:G7).
Next, fill out the form of the “Solution Search” and “Solution Search Parameters” modules. To do this, go to cell B8 and use the tool on the “DATA” - “Analysis” - “Solution Search” tab. If on this tab you do not have this tool, then read the instructions.
The ridges for sawing are first cut and divided into parts lengthwise. Log cutting is carried out using longitudinal saws (circular, frame or band) in the amount of one saw or group of saws.
Cutting: individually or in groups
Sawing logs with one saw is called individual, since each time one cut is made in any direction, only 1 part is separated from a unit of raw material. Individual sawing is carried out on band saws or circular saws.
The group option involves the use of more than two saws; sometimes sawing a log can involve from sixteen to twenty saws.
All saws make parallel cuts. Without revealing the qualities of the wood, group cutting is carried out; another name is the blind method.
Group sawing is more typical for sawmill frames, much less often it is carried out with circular saws.
Individual cutting of logs provides an opportunity to use qualities more efficiently various parts wood But its productivity is insufficient for ridges with small and medium diameters (up to 30 or 40 cm). Group sawing of logs is not used for ridges with a diameter above average (over 80 or 90 cm), since the operation of most saws at a significant cutting height and a large mass of machines is extremely difficult.

Methods of sawing logs: a - tumbling; b - with timber for one beam; c - with timbering for two beams; g - sector; 1 - for radial sawn timber, 2 - for tangentially sawn timber; d - collapse-segment; e - timber-segmental; g - circular.
Large-diameter logs are cut only according to individual option. It is preferred for medium and medium ridges large sizes with the presence in them of wood that is not particularly homogeneous in composition, which includes wood from overmature forests and most hardwood species (beech, oak), which is due to widespread this method in Asia and America.
Group sawing of logs is typical for sawn material of small and medium diameter with a relatively uniform structure or of low value. This criterion applies to coniferous and some soft-leaved species. This explains the widespread introduction of group sawing of logs on sawmill frames in Russia and some European countries.
Cuts in wood are made by directing the saw along the length of the wood fibers (co-directional with the forming ridges) or perpendicular (with an angle of inclination) to the length of the fiber. For sawing a log in a group, a characteristic direction is that it is parallel to the axis of the logs.
The cuts are directed according to the radii of the trunk section across (or close to them), tangentially to the annual rings (or close to them) or in such a way that they take an intermediate location. In the first option, radial sawn timber is obtained, in the second - tangential, in the last - mixed (semi-tangential, semi-radial).
Sawing with a precisely defined direction for the cuts (tangential, radial or parallel to the length of the fibers) is called oriented.
Sawing logs performed in this way imparts sawmill products with additional properties noted earlier. We emphasize that the direction of the cut can become a separate criterion for increasing the quality of lumber obtained from comparatively low grades of wood. The largest yield of lumber in oriented sawing is obtained using an individual cutting method.
Return to contents
Existing cutting methods

Positioning patterns: a - symmetrical odd positioning; b - symmetrical even position; c - asymmetrical position; 1 - core board; 2 - central boards; 3 - side boards.
- waddle;
- all around;
- lumber;
- sector;
- segmental.
According to the parallel surface of the cut, the log is sawed in a heap, resulting in an unedged board. Of this, the averages will belong to radial sawing, the lateral ones from the edges - to the tangential, and the remaining ones will take an intermediate location.
Heap cutting of logs is used when it is planned to obtain an unedged board. For example, in order to subsequently cut them into relatively short pieces. This method is often used to produce edged boards from thin logs due to the fact that with other options there is a significant reduction in the width of the board. For example, it is 1.16 times more possible to obtain the width of an edged board when sawing rumpled (here the width is 0.73) than when using the lumber method (the width of the board reaches 0.63 of the diameter of the top of the log).
Sawing logs using lumber is carried out as follows: first of all, a two-rope beam with side boards is cut out of the log, and then it is cut into boards. All boards from the middle are clean-edged and equally wide; their width is equal to the thickness of the timber. The presence of such boards obtained from logs accounts for 65-70% of the total volume of lumber products. This makes it possible to accept orders for lumber of a given width, which is characterized by sawing logs using the tangential method.
If the logs have a large diameter, then the logs are cut using the lumber method, using two and three bars in the cutting pattern. This can be explained by the fact that the required width of the board and the diameter of the log have a big difference. Cutting logs with two bars in the production of edged boards is possible if the diameter of the logs is 30 cm; if the diameter is 45 cm, cutting logs with three bars. Both individually and in a group way, the option of cutting logs can be done.

a - on the aggregate log processing line (LAPB); b - on Frezerno-
sawing machines; c - on milling-canter machines; 1 - edged boards; 2 - technological chips: 3 - unedged boards; 4, 5 - two-edged and four-edged beams, respectively.
The bottom line: after cutting the next board, the log can be rotated around its longitudinal axis as many times as you like. Each subsequent cut can thus have the direction:
- parallel to the previous one;
- perpendicular to the previous one;
- from different angles.
Circular sawing of logs is used exclusively for individual cutting.
Usually parallel and often perpendicular directions are chosen.
Cutting logs using the segmental method consists of sawing out a thin beam or several boards from the middle part of the log, and 2 plates are obtained from the sides, which are cross section take the form of segments.
In the future, these plates can be sawed in two ways: by making perpendicular cuts according to the face (mostly radial sawn products are obtained) or by parallel sawing according to the face (tangential sawn products are obtained). The first version of the segments is used on sawmill frames to obtain radial lumber; logs with a diameter of over 30 cm are cut. Cutting according to this scheme can be carried out individually.
Sawing a log using the second method of a segment in terms of its geometric position is not much different from sawing waddling, but cutting the plates in this case can only be done individually.
Cutting logs using the sector method: first, the log is cut into 4-6 elements, which, when cross-sectioned, take the shape of sectors. Each individual sector is subsequently sawn into boards in radial or close to it directions.
Return to contents
Cut logs into planks with a chainsaw using a vertical attachment

It is important to note here that in this case, professional cutting of logs with a minimum amount of waste is not required. If the farm has a chainsaw with a special attachment for longitudinal cutting of logs, then many minor problems can be avoided. For example, to board up a hole in a shed, you need several boards. Meanwhile, in the garden, an old apple tree had just dried up. Using a nozzle there is a good opportunity to obtain the missing material.
For the purpose of longitudinal cutting of logs, the chainsaw has vertical and horizontal devices. The simplest is option number 1. An adapter is attached to the bar at the base of the saw. The guide bar ensures straight movement of the adapter. The entire structure is attached to a board, which serves as a stop for making cuts and at the same time as a guide. The accuracy of such a device is low: it can only cut rough boards or logs of simple square shape. Although the device has no other task.
Return to contents
Horizontal sawing with a chainsaw
Sawing logs with higher precision is possible thanks to horizontal design, which is a rigid frame attached to the chainsaw bar in two places - at the end and at its base. In this case, the fastening points can be moved by setting the desired cutting width. Naturally, such a device is designed for sawing small logs whose diameter is equal to the length of the tire.
The required thickness of the boards can be set using a guide element. The first horizontal cut of a log is more difficult to make than the others. To obtain an even cut of wood, an additional guide frame is attached to the log, which serves as a base for the stop. During the next stages of cutting the log into boards, the base surface for support, as well as the guide, will be the already flat surface obtained in the previous cut.
It is important to note: no matter how hard you try to reduce waste to a minimum, it will not work like you can do on a regular sawmill. To begin with, the log should be given square shape, sawing off the top on all sides. And only after that they begin to cut the logs into boards.