Определение показаний по нониусу
Для определения показаний штангенциркуля необходимо сложить значения его основной и вспомогательной шкалы.
- Количество целых миллиметров отсчитывается по шкале штанги слева направо. Указателем служит нулевой штрих нониуса.
- Для отсчета долей миллиметра необходимо найти тот штрих нониуса, который наиболее точно совпадает с одним из штрихов основной шкалы. После этого нужно умножить порядковый номер найденного штриха нониуса (не считая нулевого) на цену деления его шкалы.
Результат измерения равен сумме двух величин: числа целых миллиметров и долей мм. Если нулевой штрих нониуса точно совпал с одним из штрихов основной шкалы, полученный размер выражается целым числом.
На рисунке выше представлены показания штангенциркуля ШЦ-1. В первом случае они составляют: 3 + 0,3 = 3,3 мм, а во втором - 36 + 0,8 = 36,8 мм.
Шкала прибора с ценой деления 0,05 мм представлена ниже. Для примера приведены два различных показания. Первое составляет 6 мм + 0,45 мм = 6,45 мм, второе - 1 мм + 0,65 мм = 1,65 мм.

Аналогично первому примеру необходимо найти штрихи нониуса и штанги, которые точно совпадают друг с другом. На рисунке они выделены зеленым и черным цветом соответственно.
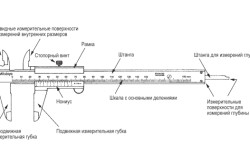
Устройство механического штангенциркуля
Устройство двустороннего штангенциркуля с глубиномером представлено на рисунке. Пределы измерений этого инструмента составляют 0-150 мм. С его помощью можно измерять как наружные, так и внутренние размеры, глубину отверстий с точностью до 0,05 мм.

Основные элементы
- Штанга.
- Рамка.
- Губки для наружных измерений.
- Губки для внутренних измерений.
- Линейка глубиномера.
- Стопорный винт для фиксации рамки.
- Шкала нониуса. Служит для отсчета долей миллиметров.
- Шкала штанги.
Губки для внутренних измерений 4 имеют ножевидную форму. Благодаря этому размер отверстия определяется по шкале без дополнительных вычислений. Если губки штангенциркуля ступенчатые, как в устройстве ШЦ-2, то при измерении пазов и отверстий к полученным показаниям необходимо прибавлять их суммарную толщину.
Величина отсчета по нониусу у различных моделей инструмента может отличаться. Так, например, у ШЦ-1 она составляет 0,1 мм, у ШЦ-II 0,05 или 0,1 мм, а точность приборов с величиной отсчета по нониусу 0,02 мм приближается к точности микрометров. Конструктивные отличия в устройстве штангенциркулей могут быть выражены в форме подвижной рамки, пределах измерений, например: 0–125 мм, 0–500 мм, 500–1600 мм, 800–2000 мм и т.д. Точность измерений зависит от различных факторов: величины отсчета по нониусу, навыков работы, исправного состояния инструмента.
Порядок проведения измерений, проверка исправности
Перед работой проверяют техническое состояние штангенциркуля и при необходимости настраивают его. Если прибор имеет перекошенные губки, пользоваться им нельзя. Не допускаются также забоины, коррозия и царапины на рабочих поверхностях. Необходимо, чтобы торцы штанги и линейки-глубиномера при совмещенных губках совпадали. Шкала инструмента должна быть чистой, хорошо читаемой.
Измерение
- Губки штангенциркуля плотно с небольшим усилием, без зазоров и перекосов прижимают к детали.
- Определяя величину наружного диаметра цилиндра (вала, болта и т. д.), следят за тем, чтобы плоскость рамки была перпендикулярна его оси.
- При измерении цилиндрических отверстий губки штангенциркуля располагают в диаметрально противоположных точках, которые можно найти, ориентируясь по максимальным показаниям шкалы. При этом плоскость рамки должна проходить через ось отверстия, т.е. не допускается измерение по хорде или под углом к оси.
- Чтобы измерить глубину отверстия, штангу устанавливают у его края перпендикулярно поверхности детали. Линейку глубиномера выдвигают до упора в дно при помощи подвижной рамки.
- Полученный размер фиксируют стопорным винтом и определяют показания.
Работая со штангенциркулем, следят за плавностью хода рамки. Она должна плотно, без покачивания сидеть на штанге, при этом передвигаться без рывков умеренным усилием, которое регулируется стопорным винтом. Необходимо, чтобы при совмещенных губках нулевой штрих нониуса совпадал с нулевым штрихом штанги. В противном случае требуется переустановка нониуса, для чего ослабляют его винты крепления к рамке, совмещают штрихи и вновь закрепляют винты.
При производстве строительных работ или мелкого ремонта часто требуются измерительные инструменты. Обычно ими являются линейки или рулетки. Но при измерении диаметра трубы или глубины отверстия эти инструменты не подходят. Для таких целей служат более точные измерительные приборы – штангенциркули.
Такой прибор является универсальным. С его помощью можно измерить внешние и внутренние размеры деталей. Штангенциркули приобрели широкую популярность в быту, так как он имеет простое устройство и удобен в пользовании. С помощью такого прибора можно быстро и легко произвести измерение с высокой точностью.
Устройство штангенциркуля
1 — Губки для внутренних измерений
2 — Губки для наружных измерений
3 — Зажимной винт
4 — Подвижная рамка
5 — Нониус
6 — Штанга
7 — Шкала штанги
8 — Глубинометр
У всех аналогичных штангенциркулю инструментов имеется измерительная штанга, благодаря которой прибор получил такое название. На штанге имеется основная шкала, которая необходима при измерении в первую очередь.
Подвижная рамка с нанесенной шкалой имеет возможность перемещаться по штанге. Шкала на штанге называется нониусом, который имеет более точную разметку по долям делений. Это обеспечивает повышенную точность измерений. Степень точности штангенциркуля в зависимости от исполнения может достигать сотых долей миллиметра.
Штангенциркули имеют губки двух видов:
- Для измерения внутренних размеров.
- Для измерения наружных размеров.
Также имеется еще один измерительный элемент прибора, который называется глубиномером. С помощью него можно измерить глубину отверстий и другие размеры.
Цифровые штангенциркули устроены аналогичным образом. Однако вместо нониуса применяется цифровая шкала, повышающая удобство применения и точность измерения прибором.

1 — Зажимной винт
2 — Батарейка
3 — Ролик изменения длинны
4 — Обнуление
5 — Вкл/Выкл
6 — Переключение мм/дюймы
Как и все измерительные приборы, цифровые приборы оснащены шкалой с ценой деления 0,01 мм. Допустимой погрешностью считается отклонение результата измерения в меньшую или большую сторону на 10%. В промышленности все измерительные инструменты каждые полгода подвергаются метрологическому контролю.
В торговой сети продаются штангенциркули, упакованные в футляре. При приобретении инструмента рекомендуется осмотреть измерительные губки. Они должны быть ровными, и при их сжатии не должно быть просвета.
Шкала нониуса при сомкнутых губках должна находиться в нулевом положении. Линии отметки делений шкалы по нониусу должны быть нанесены четко. В комплект прибора должен входить паспорт с отметкой о произведенной поверке на точность.
Виды и особенности
Основные виды штангенциркулей:

Существует несколько подвидов различных штангенциркулей в зависимости от размеров, конструктивных особенностей и принципа действия. Ниже рассмотрим основные разновидности таких измерительных приборов.
ШЦ- I

Это наиболее простая и популярная модель прибора, которая широко используется в промышленном производстве. Его называют «колумбиком» по названию фирмы изготовителя, которая производила инструмент в военное время (Columbus).
Прибором можно измерить внутренние, наружные размеры, глубину. Интервал измерений составляет от 0 до 150 мм. Точность измерений достигает 0,02 мм.
ШЦЦ- I

Эта цифровая модель измерительного инструмента имеет аналогичную конструкцию классического штангенциркуля. Интервал измерений 0-150 мм. Одним из его преимуществ можно назвать более высокую точность при измерении за счет наличия цифрового индикатора.
Удобство использования такого цифрового прибора заключается в том, что в любой точке измерения можно обнулить индикатор. Также легко одной кнопкой можно переключать метрическую систему на дюймовую.
При покупке цифровой модели необходимо обратить внимание на наличие нулевых показаний при сведенных губках, а также при затянутом стопорном винте цифры на дисплее не должны прыгать.
ШЦК- I

В такой конструкции штангенциркуля присутствует поворотный индикатор с круглой шкалой, цена деления которой 0,02 мм. Такими штангенциркулями удобно пользоваться при частых измерениях на производстве. Стрелка индикатора хорошо видна для быстрого контроля результата, не имеет скачков, в отличие от цифровых моделей. Этим прибором особенно удобно пользоваться в отделе технического контроля для замеров аналогичных типовых размеров.
ШЦ- II

Такие линейки используются для измерения внутренних и наружных размеров, а также для работ по разметке деталей перед обработкой. Поэтому на их губках имеются насадки, выполненные из твердого сплава для защиты их от быстрого износа. Интервал измерения серии приборов ШЦ-II находится в пределах 0-250 мм и точностью измерения 0,02 мм.
ШЦ- III и ШЦЦ- III

Большие детали измеряются чаще всего такой моделью инструмента, так как точность измерений у него выше остальных моделей и составляет 0,02 мм для механических приборов, и 0,01 мм для цифровых.
Наибольший размер для измерения составляет 500 мм. Губки в таких моделях направлены вниз, и могут иметь длину до 300 мм. Это дает возможность производить измерения деталей в широких пределах.
Штангенциркули специального назначения
Коротко рассмотрим несколько специализированных моделей штангенциркулей, предназначенных для специальных видов работ. В торговой сети такие приборы появляются довольно редко.
- ШЦЦТ – применяется для замеров труб, его называют трубным штангенциркулем.
- ШЦЦВ — для измерения внутренних размеров, имеет цифровой дисплей.
- ШЦЦН – аналогичная предыдущему прибору, служит для измерения наружных размеров.
- ШЦЦУ — универсальный цифровой измеритель, в комплект входит комплект насадок для труднодоступных измерений: межцентровых расстояний, стенок труб, наружных и внутренних размеров и т.д.
- ШЦЦД – прибор для измерения толщины тормозных дисков и деталей с наличием различных выступов.
- ШЦЦП — штангенциркули применяются для измерения глубины протектора шин автомобилей.
- ШЦЦМ – штангенциркули, предназначенны специально для замеров межцентровых расстояний.
Правила пользования штангенциркулем
- Проверить инструмент. Для этого губки штангенциркуля свести вместе и проверить точность их смыкания на наличие между ними просвета.
- Инструмент взять в правую руку, а измеряемую деталь в левую руку.
- Для измерения внешнего размера детали, необходимо развести нижние губки инструмента и расположить между ними контролируемую деталь. При этом следует быть осторожным, так как края губок острые, и можно получить травму при неаккуратном обращении с инструментом.
- Губки штангенциркуля сжать до соприкосновения с деталью. Если материал изготовления детали имеет мягкую структуру, то сильное сжатие губок приведет к неточности измерения. Поэтому губки необходимо сдавливать осторожно, только до соприкосновения с поверхностью детали. Для передвижения рамки штангенциркуля используют большой палец руки.
- Проверить расположение губок относительно детали. Они должны находиться на равном расстоянии от краев детали, наличие перекосов инструмента не допускается.
- Зафиксировать винт, предназначенный для зажима подвижной рамки. Это позволяет сохранить положение рамки для точных результатов измерения. Затягивать винт целесообразно большим и указательным пальцем, одновременно этой же рукой удерживать инструмент в одном положении, чтобы не сдвигать его для обеспечения точности измерения.
- Отложить деталь в сторону, а зафиксированный штангенциркуль без детали взять для снятия результатов замера.
- Этап снятия показаний инструмента является очень важным, так как неточность при измерении может привести к серьезным последствиям на производстве.
Штангенциркуль расположить прямо перед глазами.

1 — Шкала штанги
2 — 21 деление
3 — Шкала нониуса
На рисунке изображен порядок измерения. Слева показаны губки для внешних замеров с измеряемой деталью, а справа изображены шкалы: нониусная и основная. Их деления и определят результат измерения.
Сначала необходимо подсчитать количество целых миллиметров. Для этого нужно найти на шкале штанги деление, которое находится наиболее близко к нулю нониуса. Это деление указано первой верхней стрелкой красного цвета. В нашем случае эта величина равна 13 мм. Это значение необходимо запомнить, либо записать.
Далее нужно вычислить доли миллиметра. Для этого на шкале нониуса надо найти деление, совпадающее с делением на шкале штанги. Это деление на рисунке показано второй красной стрелкой.
Далее необходимо определить номер деления по порядку, для нашего случая получается 21.
Затем нужно это число умножить на цену деления шкалы нониуса. В нашем примере цена деления 0,01 мм.
Теперь необходимо подсчитать точную величину измерения, определенного штангенциркулем. Для этого нужно сложить целое число с долями миллиметра. В результате получается 13,21 мм.
- По окончании работы с инструментом очистить его, ослабить винт, сомкнуть губки и положить в чехол. Если инструмент будет долго храниться, то рекомендуется обработать его антикоррозийным раствором.
При наличии циферблатного или цифрового штангенциркуля процесс измерения становится намного проще, так как рассчитывать ничего не нужно, готовый результат будет виден на дисплее или на циферблате.
Штангенциркуль, инструкция по использованию которого позволяет проводить довольно точные замеры, имеет простую конструкцию. Использовать его тоже достаточно просто. С помощью него можно определить внутренние и наружные габариты деталей. Мастер может узнать, какой глубиной обладают отверстия и всевозможные выступы.
Особенности использования штангенциркуля
Штангенциркуль представляет собой высокоточное средство измерительной техники. Полученные в ходе измерений данные будут иметь точность в пределах 0,1-0,01 мм. Если перед вами встала необходимость определить наружные и внутренние габариты, то следует использовать снизу расположенные широкие, а также вспомогательные заостренные губки. Последние из упомянутых выше применяются и для осуществления разметки поверхности деталей.

Глубину отверстий и габариты выступов можно определить посредством глубиномера, который выступает в роли составляющей части описываемого инструмента. Конструкция штангенциркуля может быть разной, например, нониусной, стрелочной или электронной . Последние два варианта имеют еще второе название — циферблатный и цифровой штангенциркули соответственно. Все они обладают одинаковой конструкцией, а отличие их состоит только в типе отсчетного устройства.
Вышеупомянутые обстоятельства указывают на то, что принципы использования штангенциркуля нониусного, стрелочного или цифрового типов совершенно одинаковы, однако разница есть, и состоит она только в представлении информации прибором. По этой причине целесообразно рассмотреть пример одного из инструментов, например, нониусного.
Вернуться к оглавлению
Подготовка перед измерением

Перед использованием штангенциркуля его необходимо очистить от смазки и частичек пыли, уделив внимание поверхностям, которые будут задействованы в измерениях. Далее инструмент требуется проанализировать на точность. Если работа выполняется посредством нониусного прибора, сделать это будет просто — для этого только необходимо совместить главные (широкие) губки штангенциркуля, которые расположены снизу. При этом отметки на уровне «0» обеих шкал должны совпасть. Одновременно с этим 19-ая отметка шкалы должна совпасть с 10-ой — на нониусе. При соблюдении названных условий прибор можно считать исправным и полностью готовым к проведению измерений.
Руководство по использованию регламентирует правила и для анализа стрелочного и цифрового штангенциркулей, при этом тоже предстоит сопрячь между собой губки прибора.
В случае с циферблатом стрелочного инструмента указатель должен оказаться на нулевой отметке.
Тогда как на экране электронного аппарата должно появиться обозначение «0».
Вернуться к оглавлению
Осуществление измерений

При проведении работ необходимо соблюдать осторожность, так как измерительные основания губок прибора обладают опасными краями. Для определения внешнего размера элемента следует плотно зажать его между главных, снизу расположенных губок. Инструмент при этом необходимо удерживать в правой руке, четыре пальца должны обхватить штангу, тогда как большой палец следует расположить на рамке. Рамку стоит перемещать большим пальцем, и после достижения нужного шага между губками, которые сопрягаются с измеряемым основанием, она закрепляется посредством зажима.
Как вы увидите из этой статьи, модификация электронного цифрового штангенциркуля очень простая процедура, но она должна быть выполнена аккуратно, чтобы не повредить инструмент. Конструкцией электронного штангенциркуля предусмотрены 4 специальных контакта. Эти контакты, например, можно использовать для подключения внешнего источника питания, контроля функций и т. д.

Назначение контактов следующее(слева на право): отрицательная клемма, данные, часы и положительная клемма.
Для активации скрытых опций электронного цифрового штангенциркуля необходимо соединить контакты 2 и 4 вместе.

Возможно разные электронные штангенциркули имеют некоторые различия, но в целом их модификация проводится аналогично.
Первый шаг в доработке – поиск винтов, скрепляющих корпус. На нашем штангенциркуле они расположены под пластиковой наклейкой. Их расположение видно на фотографии.

После открытия пластикового корпуса, содержащего печатную плату, дисплей и несколько металлических элементов, необходимо открутить несколько винтов для извлечения печатной платы.
Следует соблюдать особую осторожность при обращении с печатной платой и дисплеем.
Дисплей подключен к печатной плате, посредством токопроводящей резиновой прокладки. Постарайтесь не отсоединить дисплей от платы, поскольку в этом случае при сборке будет довольно трудно выровнять соединения. А при неправильном расположении возможно самопроизвольное отключение дисплея и появление на нем странных символов.

После извлечения печатной платы электронного штангенциркуля, мы получаем доступ к нужным контактам.
Теперь можно припаять 2 тонких провода (чем тоньше, тем лучше). Один припаять к контакту номер 2, а другой к контакту номер 4.

Для замыкания этих клемм лучше всего использовать микрокнопку, например от старой компьютерной мыши. Выводы кнопки нужно согнуть под углом 90 º (как на картинке), чтобы она плотно вошла в слот и, следовательно, прочно удерживалась на месте.

После припаивания проводов, сборка электронного цифрового штангенциркуля осуществляется в обратном порядке. После сборки из гнезда должны торчать, припаянные провода.
После этого припаиваем кнопку и помещаем ее в слот.

Так как ножки кнопки были предварительно согнуты, они подпружинивают кнопку и она прочно удерживается на месте. Вот как это выглядит.

При нажатии новой кнопки, мы получаем доступ к некоторым режимам, которые ранее были не доступны.
При первом нажатии кнопки, электронный штангенциркуль переходит в режим быстрого чтения (FT), при нажатии кнопки «ZERO», мы можем заморозить измеренное значение (Н).

При повторном нажатии кнопки, электронный штангенциркуль войдет в режим минимального значения (MIN). В этом режиме на дисплее отображается самое минимальное измеряемое значение.
Если снова нажать кнопку «ZERO», снова перейдем в режим фиксации измеренного значения (H).
 Голосов)
Голосов)
Штангенциркуль является очень популярным измерительным инструментом. Устройство штангенциркуля достаточно несложное, поэтому пользоваться им может практически каждый без особой предварительной подготовки. С его помощью можно измерять как наружные, так и внутренние размеры различных деталей, а также глубины отверстий в них. Несмотря на простую конструкцию, этот инструмент имеет различный класс точности и может давать показания с точностью от 0,1 до 0,01 мм. Свое название он получил, исходя из основной детали конструкции. Благодаря устройству штангенциркуль по праву считается одним из самых универсальных измерительных инструментов.
С помощью штангенциркуля можно измерять как наружные, так и внутренние размеры различных деталей, а также глубины отверстий в них.
Принципиальные конструктивные характеристики штангенциркуля
Штангенинструмент в принципе, и штангенциркуль в данном случае, имеет в качестве основной детали выдвижную штангу с измерительной шкалой. Эта шкала разделена на деления по 1 мм, а ее общая длина у простейшей бытовой модели ШЦ-1 составляет от 15 до 25 см. Существуют и модели больших размеров, но они применяются только на промышленных предприятиях и встречаются намного реже. Именно по этой штанге и определяется максимальная величина, которую может измерить данная конкретная модель штангенциркуля.

Цифровой штангенциркуль ШЦЦ имеет установленный на подвижной рамке цифровой дисплей.
Особой конструктивной чертой его является наличие такого устройства, как нониус. Это вспомогательная шкала, которая подвижна относительно основной линейки. Она помогает правильно определить количество долей деления на этой линейке. Деления на шкале нониуса, еще известного как «верньер», на определенную долю меньше, чем деления основной линейки. Их может быть 10 для модели, имеющей точность до 0,1 мм, или 20 для моделей с точностью до 0,05 мм. Принцип работы нониуса основан на том, что определить на глаз совпадение делений намного легче, чем относительное расположение одного деления между двумя другими.
При необходимости измерения внешних поверхностей, таких как сечение провода, большие губки просто накладываются с обеих сторон внутренними поверхностями. Провод зажимается между ними, и нулевое деление шкалы подвижной рамки дает показание на основной шкале штанги. Малые же губки имеют форму лезвий ножниц, что помогает измерить диаметр трубы или иного отверстия по шкале без дополнительных вычислений. У них рабочие поверхности внешние, имеющие профиль заостренного лезвия, поэтому ими можно измерить такой показатель, как шаг резьбы.
Составные детали и применение
Инструмент состоит из неподвижной основы и выдвижной арматуры. Они изготовлены из инструментальной стали. В состав штангенциркуля входят следующие составные части:
- Основная штанга, на которую крепится вся подвижная арматура. На ней находится основная шкала.
- Подвижная рамка, имеющая винтовой фиксатор и прижимаемая внутренней пружинной пластиной. На ней находится шкала нониуса. Она может быть нанесена непосредственно на нее, а может находиться на пластине, закрепленной винтами. Это позволяет регулировать ее относительно шкалы на штанге.
- Губки для измерений наружных поверхностей, или большие губки. Одна из них закреплена на неподвижной штанге, а другая — на подвижной рамке. На концах имеются узкие поверхности, что дает дополнительные возможности для измерения.
- Губки для измерения внутренних поверхностей, или малые губки. Расположены по тому же принципу напротив предыдущих по центральной оси.
- Линейка для измерения глубин. Закреплена к подвижной рамке.
Линейка для измерения глубины закреплена на подвижной рамке и двигается по пазу, сделанному в плоскости штанги. Она может служить также для измерения внутренних канавок и удаленности уступов. Штанга ставится на торец перпендикулярно измеряемому предмету. Линейка выдвигается до тех пор, пока не упирается в дно. Для измерения конических отверстий торец ее имеет небольшое заострение. После получения результата измерений положение инструмента рекомендуется зафиксировать стопорным винтом, а уже потом снимать показания.
Разновидности конструкции штангенциркулей и их маркировка
Наряду с простейшей механической моделью, устройство которой рассмотрено выше, существуют и другие. Их можно разделить на 4 основных вида, имеющих 8 стандартных размеров. Их конструкции, как и назначение, имеют некоторые отличия. Помимо рассмотренного выше двустороннего штангенциркуля ШЦ — 1 существует односторонний вариант ШЦТ- 1. Он имеет губки только с одной стороны и линейку для измерения глубин. Хотя он имеет механическое устройство, как и ШЦ — 1, материалом для его изготовления служит твердая высоколегированная сталь. Такой инструмент помогает определить наружные линейные размеры и глубину отверстий при абразивном воздействии на измеряемый предмет.
Инструмент под названием ШЦ — 2 оснащен двусторонней конструкцией, но губки для измерений внутренних и наружных поверхностей совмещены, и имеют соответственно плоские поверхности внутри и цилиндрические снаружи. Напротив них находятся губки такой же величины для измерения наружных размеров, имеющие заточенные кромки. Это позволяет производить не только измерение, но и разметку на поверхности измеряемой детали. Кроме того, эта модель имеет вспомогательную рамку микрометрической подачи, позволяющую снимать показания с большой точностью.
Штангенциркуль ШЦ — 3 отличается от предыдущей модели только односторонней конструкцией. Его пара губок предназначена для измерения как внутренних, так и наружных размеров. Эта модель предназначена для измерения самых больших размеров, поэтому сама тоже достаточно велика. А чем больше размеры измерительного прибора, тем больше получаемая при измерении погрешность. Поэтому, помимо вышеописанных конструкций, штангенциркули делятся по индикаторам, с помощью которых снимаются показания.
Согласно этому принципу они одразделяются на нониусные, на которых показания вычисляются самостоятельно, исходя из перемещения рамки, на циферблатные и цифровые. В циферблатных, имеющих маркировку ШЦК, используется тот же механический принцип. На рамке расположена цифровая шкала, связанная со штангой зубчатой передачей. Целые миллиметры считываются по положению края рамки, а их доли уже по циферблату. Такой штангенциркуль имеет более высокий класс точности, чем нониусный, и может составлять до 0,01 мм. Однако он очень уязвим для механических повреждений и загрязнения зубчатой рейки от измеряемых деталей.
С использованием штангенциркуля неразрывно связаны токарное производство, установка различных трубопроводных систем, винтовых соединений и прочих конструкций, требующих повышенной точности.
В то же время, благодаря конструкции, пользоваться им может практически каждый. Цифровой штангенциркуль ШЦЦ имеет установленный на подвижной рамке цифровой дисплей. В рамку вмонтировано считывающее устройство, показывающее расстояние между измерительными губками. На дисплее имеются кнопки, позволяющие им управлять. Точность такого прибора составляет 0,01 мм и позволяет делать измерения самых мелких деталей, в частности контролировать резьбу. Однако все недостатки электронных приборов присущи и этому инструменту. Изменения параметров штанги под воздействием температурных перепадов немедленно влияют на показания дисплея.