ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
РЕЛЬСЫ ЖЕЛЕЗНОДОРОЖНЫЕ
ОБЩИЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОССТАНДАРТ РОССИИ
Предисловие
1 РАЗРАБОТАН Государственным унитарным предприятием «Всероссийский научно-исследовательский институт железнодорожного транспорта МПС РФ», Государственным научным центром Российской Федерации ОАО «Уральский институт металлов», ОАО «Нижнетагильский металлургический комбинат», ОАО «Кузнецкий металлургический комбинат» ВНЕСЕН Техническим комитетом по стандартизации ТК 367 «Чугун, прокат и металлоизделия» 2 ПРИНЯТ И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 18 декабря 2000 г. № 378-ст 3 ВВЕДЕН ВПЕРВЫЕ 4 ИЗДАНИЕ (март 2002 г.) с Поправкой (ИУС 9-2001)
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
РЕЛЬСЫ ЖЕЛЕЗНОДОРОЖНЫЕ
Общие технические условия
Railway rails.
General specifications
Дата введения 2001-07-01
1 Область применения Настоящий стандарт распространяется на железнодорожные рельсы, предназначенные для звеньевого и бесстыкового пути железных дорог и для производства стрелочных переводов.2 Нормативные ссылки В настоящем стандарте использованы ссылки на следующие стандарты: ГОСТ 1497-84 (ИСО 6892-84) Металлы. Методы испытания на растяжение ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия ГОСТ 7565-81 (ИСО 377-2-89) Чугун, стать и сплавы. Метод отбора проб для определения химического состава ГОСТ 7566-94 Металлопродукция. Приемка, маркировка, упаковка, транспортирование и хранение ГОСТ 8233-56 Сталь. Эталоны микроструктуры ГОСТ 9012-59 (ИСО 410-82, ИСО 6506-81) Металлы. Метод измерения твердости по Бринеллю ГОСТ 9454-78 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах ГОСТ 10243-75 Сталь. Метод испытаний и оценки макроструктуры ГОСТ 17745-90 Стали и сплавы. Методы определения газов ГОСТ 18895-97 Сталь. Метод фотоэлектрического спектрального анализа ГОСТ 22536.1-88 Сталь углеродистая и чугун нелегированный. Методы определения общего углерода и графита ГОСТ 22536.2-87 Сталь углеродистая и чугун нелегированный. Методы определения серы ГОСТ 22536.3-88 Сталь углеродистая и чугун нелегированный. Методы определения фосфора ГОСТ 22536.4-88 Сталь углеродистая и чугун нелегированный. Методы определения кремния ГОСТ 22536.5-87 (ИСО 629-82) Сталь углеродистая и чугун нелегированный. Методы определения марганца ГОСТ 22536.7-88 Сталь углеродистая и чугун нелегированный. Методы определения хрома ГОСТ 22536.8-87 Сталь углеродистая и чугун нелегированный. Методы определения меди ГОСТ 22536.9-88 Сталь углеродистая и чугун нелегированный. Методы определения никеля ГОСТ 22536.10-88 Сталь углеродистая и чугун нелегированный. Методы определения алюминия ГОСТ 22536.11-87 Сталь углеродистая и чугун нелегированный. Методы определения титана ГОСТ 22536.12-88 Сталь углеродистая и чугун нелегированный. Методы определения ванадия ГОСТ 26877-91 Металлопродукция. Методы измерения отклонений формы ГОСТ 28033-89 Сталь. Метод рентгенофлюоресцентного анализа ГОСТ 30415-96 Сталь. Неразрушающий контроль механических свойств и микроструктуры металлопродукции магнитным методом ГОСТ Р 8.563-96 Государственная система обеспечения единства измерений. Методики выполнения измерений ГОСТ Р 50542-93 Изделия из черных металлов для верхнего строения рельсовых путей. Термины и определения
3 Определения
В настоящем стандарте применяют следующие термины с соответствующими определениями: 3.1. плавка: Объем стали, выплавляемой единовременно в сталеплавильном агрегате (мартеновской печи, кислородном конвертере или электропечи). При выплавке стали в печах большой емкости и ее разливке в два или более ковшей, каждый ковш считают самостоятельной плавкой. Отдельные ковши одной плавки называются смежными плавками. 3.2. серия плавок: Ряд плавок стали одной марки, разливаемых непрерывно через один промежуточный ковш способом «плавка на плавку». 3.3. партия: Рельсы одного типа, одной или нескольких плавок, одного режима термической обработки (для термоупрочненных рельсов), одновременно предъявляемые к приемке в количестве не более 100 шт. 3.4. контрольный рельс: Рельс, отбираемый для приемосдаточных испытаний. Контрольными являются рельсы, прокатанные из слитков, соответствующие подусадочной (головной) и донной части слитков, и рельсы, прокатанные из непрерывно-литых заготовок, соответствующие началу и концу разливки одной или серии плавок. Обозначение и маркировка контрольных рельсов по 6.19.2.2. Остальные термины, применяемые в настоящем стандарте, и их определения установлены ГОСТ Р 50542.4 Классификация
4.1. Рельсы подразделяют: по типам: Р50, Р65, Р65К (для наружных нитей кривых участков пути), Р75; по категориям качества: В - рельсы термоупрочненные высшего качества, T 1, T 2 - рельсы термоупрочненные, Н - рельсы нетермоупрочненные; по наличию болтовых отверстий: с отверстиями на обоих концах, без отверстий; по способу выплавки стали: М - из мартеновской стали, К - из конвертерной стали, Э - из электростали; по виду исходных заготовок: из слитков, из непрерывно-литых заготовок (НЛЗ); по способу противофлокенной обработки: из вакуумированной стали, прошедшие контролируемое охлаждение, прошедшие изотермическую выдержку.5 Конструкция и размеры
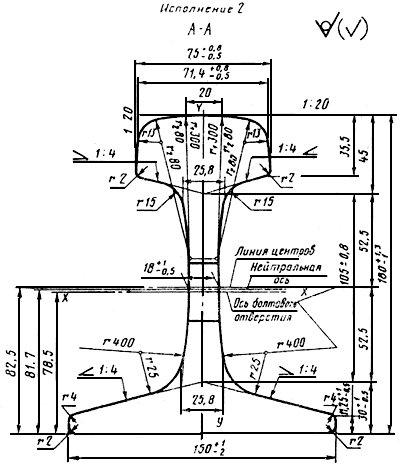
5.1. Форма и основные (контролируемые) размеры поперечного сечения рельсов должны соответствовать приведенным на рисунке 1 и в таблице 1 . Допускаемые отклонения контролируемых размеров и формы поперечного сечения рельсов должны соответствовать значениям, указанным в таблице 2 .Рисунок 1 - Основные размеры поперечного сечения рельса
Таблица 1
В миллиметрах
|
Наименование размера поперечного сечения |
Значение размера для типа рельса |
|||
| Высота рельса Н | ||||
| Высота шейки h | ||||
| Ширина головки b | ||||
| Ширина подошвы В | ||||
| Толщина шейки е | ||||
| Высота пера т | ||||
Таблица 2
В миллиметрах
|
Наименование показателя |
Допускаемое отклонение размера и формы поперечного сечения для типа и категории рельса |
||||||||||
| Ширина головки b | |||||||||||
| Ширина подошвы В |
1,0 |
1,0 |
|||||||||
| Толщина шейки е |
0,8 |
0,8 |
0,8 |
||||||||
| Высота рельса Н |
0,6 |
0,8 |
1,3 |
||||||||
| Высота пера т |
1,0 |
1,0 |
|||||||||
| Высота шейки рельса h |
0,3 |
0,3 |
|||||||||
| Отклонение формы поверхности катания головки от номинальной (по оси симметрии) |
Не нормируется |
||||||||||
| Выпуклость подошвы (равномерная) | |||||||||||
| Вогнутость подошвы |
Не допускается |
||||||||||
| Отклонение профиля от симметричности (асимметричность) | |||||||||||

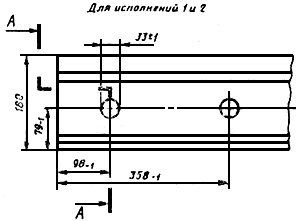
Рисунок 2 - Расположение болтовых отверстий
Таблица 3
Размеры в миллиметрах
|
Тип рельса |
Значение размера |
Допускаемое отклонение для рельса категории |
|||||
| Р50 | |||||||
| Р65, Р65К | |||||||
| Р75 | |||||||
| Примечание - Размер t приведен для настройки сверлильных агрегатов; на готовых рельсах его не контролируют. | |||||||
Таблица 4
|
Длина рельса, м |
Допускаемое отклонение длины рельса, мм, для категории |
Наличие болтовых отверстий |
|||
|
Без отверстий |
|||||
|
25,00 |
С отверстиями |
||||
|
12,52 |
|||||
| Примечание - Длина рельсов установлена для условий измерения на приемочном стеллаже предприятия-изготовителя. | |||||
Таблица 5
5.7. Скручивание рельсов не должно превышать: 1/25000 длины рельса категории В; 1/10000 длины рельса категорий T 1, T 2 и Н. 5.8. Расчетные параметры конструкции рельсов приведены в приложении Б. 5.9. Схема и примеры условного обозначения рельсов:
Примеры условного обозначения рельсов: типа Р65, категории Т1 из стали марки М76Т, длиной 25 м с тремя болтовыми отверстиями на обоих концах рельса:
Рельс Р65-Т1-М76Т-25-3/2 ГОСТ Р 51685-2000
6 Технические требования
6.1. Рельсы изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке. 6.2. Рельсы изготовляют из спокойной стали мартеновского, конверторного или электропечного производства. Химический состав стали, определяемый по ковшевой пробе, должен соответствовать указанному в таблице 6.Таблица 6 - Химический состав стали
|
Тип рельса |
Марка стали |
Массовая доля элементов, % |
||||||||
|
Марганец |
Алюминий |
|||||||||
|
Не более 0,30 |
||||||||||
| Примечания 1 В марках стали буквы М, К и Э обозначают способ выплавки стали, цифры - среднюю массовую долю углерода, буквы Ф, С, X, Т -легирование стали ванадием, кремнием, хромом и титаном соответственно. 2 В марках стали, где хром, никель, и медь являются остаточными элементами, массовая доля каждого из них не должна быть более 0,20%, а суммарная массовая доля этих элементов – более 0,50%. Суммарная массовая доля никеля и меди в стали марок К78ХСФ, Э78ХСФ, К86Ф и Э86Ф не должна быть более 0,35%. | ||||||||||
Таблица 7
|
Вид дефекта |
Наименование параметра дефекта |
||||||
|
Поверхность катания |
Средняя треть основания подошвы |
Остальные элементы профиля |
|||||
| Раскатанные пузыри, волосовины, морщины | Глубина, мм | ||||||
| Длина, м | |||||||
| Продольные риски и царапины | Глубина, мм | ||||||
| Примечание - На поверхности шейки рельсов вне зоны сопряжения с накладками допускаются отпечатки высотой не более 5 мм. | |||||||
Таблица 8
|
Временное сопротивление, Н/мм 2 (кгс/мм 2) |
Предел текучести, Н/мм 2 (кгс/мм 2) |
Относительное удлинение, % |
Относительное сужение, % |
Ударная вязкость KCU , Дж/см 2 (кгс∙м/см 2) |
|
Таблица 9
|
Место определения твердости |
Твердость рельса для категории |
||
| На поверхности катания головки | |||
| На глубине 10 мм от поверхности катания головки |
Не менее 341 |
Не менее 341 |
Не менее 321 |
| На глубине 22 мм от поверхности катания головки |
Не менее 321 |
Не менее 300 |
|
| В шейке и подошве |
Не более 388 |
||
Таблица 10 - Высота падения груза и температура пробы при копровых испытаниях
6.16. В термоупрочненных рельсах не допускаются остаточные напряжения, приводящие к расхождению паза на торце пробы, мм, более: 2,0 - для рельсов категории В; 2,5 - для рельсов категории Т1; 3,0 - для рельсов категории Т2. 6.17. Микроструктура металла головки термоупрочненных рельсов должна представлять собой мелкодисперсный пластинчатый перлит (троостит или сорбит закалки), допускаются мелкие разрозненные участки феррита. На глубине не более 2 мм от поверхности катания головки допускается наличие бейнита. (Измененная редакция. Изм. № 1 ) 6.18. По требованию потребителя поверхность головки рельсов категории Н на концах подвергают термоупрочнению. Требования к термоупрочненной зоне головки рельсов устанавливают по согласованию сторон. 6.19. Маркировка 6.19.1. На шейке с одной стороны каждого рельса в горячем состоянии выкатывают выпуклую маркировку, содержащую: обозначение предприятия-изготовителя (например К - Кузнецкий металлургический комбинат, Т - Нижнетагильский металлургический комбинат); месяц (римскими цифрами) и год изготовления (арабскими цифрами); тип рельса; обозначение направления прокатки стрелкой (острие стрелки указывает на передний конец рельса по ходу прокатки). Маркировочные знаки должны быть высотой от 30 до 40 мм и выступать на 1 - 3 мм с плавным переходом к поверхности шейки. Допускается дополнительно выкатывать не более четырех знаков в виде выпуклых точек диаметром от 2 до 3 мм, высотой около 1 мм. Маркировку наносят не менее чем в четырех местах (на рельсах длиной до 12,52 м - не менее чем в двух местах) по длине рельса. 6.19.2. На шейке каждого рельса на той же стороне, где выкатаны выпуклые маркировочные знаки, в горячем состоянии клеймением наносят: шифр плавки; условное обозначение контрольных рельсов; условное обозначение термоупрочненных рельсов. Маркировочные знаки должны быть высотой около 12 мм и глубиной 0,8 - 1,5 мм. Знаки должны быть четкими, без острых очертаний контуров и вершин. Расстояние между знаками должно быть 20 - 40 мм. 6.19.2.1. Шифр плавки включает: обозначение способа выплавки для конвертерного (К) и электропечного (Э) производства стали; условное обозначение стали (X - низколегированной, V - микролегированной ванадием, Т - микролегированной титаном); обозначение сталеплавильного агрегата и порядковый номер плавки. Шифр плавки наносят не менее чем в четырех местах по длине рельса (для рельсов длиной до 12,52 м - не менее чем в одном месте), на расстоянии не менее одного метра от торцов. 6.19.2.2. Условное обозначение контрольных рельсов включает: индекс «1», который наносят на передний конец рельсов, соответствующих подусадочной части слитков и началу непрерывной разливки плавки; индекс « X », который наносят на задний конец рельсов, соответствующих донной части слитков и концу непрерывной разливки плавки. Условное обозначение контрольных рельсов наносят на расстоянии 0,7 - 2 м от торца рельса. 6.19.2.3. Условное обозначение термоупрочненных рельсов в виде кольца диаметром 15 - 20 мм и глубиной не более 1 мм наносят на расстоянии не менее 1 м от торца. У рельсов, прошедших высокий отпуск и сдаваемых как нетермоупрочненные, кольца должны быть удалены пологой зачисткой. 6.19.2.4. Не допускается наносить и исправлять маркировочные знаки в холодном состоянии. 6.19.3. На один из торцов рельса в холодном состоянии клеймением наносят: шифр плавки в соответствии с 6.19.2.1 - на подошве; условное обозначение контрольного рельса в соответствии с 6.19.2.2 - на верхней четверти шейки; знаки закалки концов рельсов (букву К) - на нижней четверти шейки рельса. 6.19.4. На каждый принятый рельс на торец головки наносят приемочные клейма: ОТК предприятия-изготовителя; инспекции МПС РФ или другого потребителя по его требованию. 6.19.5. На принятые рельсы наносят маркировку несмываемой краской: голубого цвета - на рельсах категории В; фисташкового (светло-зеленого) цвета - на рельсах категории Т1; желтого цвета - на рельсах категории Т2; белого цвета - на рельсах категории Н. Маркировку наносят: на торце рельса - обведением контура головки с приемочными клеймами; на поверхности головки и шейки рельса - поперечной полосой шириной 15 - 30 мм на расстоянии 0,5 - 1,0 м от торца с приемочными клеймами. 6.19.6. Рельсы, предназначенные для укладки на кривые участки пути, дополнительно маркируют несмываемой краской цвета, соответствующего категории рельса по 6.19.5: одно перо подошвы на торце рельсов длиной 24,92 и 12,46 мм; оба пера подошвы на торце рельсов длиной 24,84 и 12,42 м. 6.19.7. Допускается дополнительная маркировка несмываемой краской рельсов разной длины, изготовляемых для стрелочных переводов и других целей. Форму, цвет краски и место нанесения маркировки устанавливают соглашением сторон.7 Правила приемки
7.1. Общие правила приемки рельсов - по ГОСТ 7566. 7.2. Приемку рельсов проводит отдел технического контроля (ОТК) предприятия-изготовителя. Приемку проводят по результатам приемочного контроля, включающего приемосдаточные испытания и сплошной контроль. 7.2.1. Первичные приемосдаточные испытания проводят поплавочно в соответствии с требованиями, установленными в таблице 11.Таблица 11 - Порядок проведения первичных приемосдаточных испытаний
|
Показатель качества рельсов |
Объем выборки для рельсов категории |
Периодичность испытаний для рельсов категории |
|||
| Химический состав стали (6.2) | Ковшевая проба | Каждая плавка | |||
| Массовая доля кислорода (6.4) | Один рельс | Каждая плавка | Каждая 20-я плавка | ||
| Загрязненность неметаллическими включениями (6.5) | Шесть рельсов (по три с индексами «1» и « X ») | Каждая 30-я плавка | |||
| Макроструктура (6.7) | Два рельса (по одному с индексами «1» и « X ») | Каждая 10-я плавка или одна из серии плавок | |||
| Механические свойства при растяжении (6.13) | Один рельс | Каждая 20-я плавка | |||
| Ударная вязкость (6.13) | Один рельс | Каждая плавка или одна из смежных плавок | |||
| Твердость на поверхности катания головки (6.14) | Один рельс | Каждая плавка | |||
| Твердость по поперечному сечению (6.14) | Один рельс | ||||
| Копровая прочность (6.15) | Один рельс | Одна из смежных или одна из серии плавок | |||
| Остаточные напряжения (6.16) | Один рельс | Не реже раза в сутки | |||
| Микроструктура (6.17) | Каждая 20-я плавка | ||||
8 Методы контроля
8.1. Размеры и форму поперечного сечения рельсов (5.1) контролируют на расстоянии 100 - 200 мм от торца рельса, толщину шейки у торца рельса в средней части ее высоты. Размеры и форму поперечного сечения (5.1), диаметр болтовых отверстий и размеры, определяющие их расположение (5.2, 5.3), косину торцов рельсов (5.5) проверяют шаблонами, калиброванными в установленном порядке. Шаблоны и методы контроля согласовывают с инспекцией МПС РФ. Отклонение профиля от симметричности (асимметричность) определяют по смещению подошвы относительно головки рельса. Расположение болтовых отверстий по высоте контролируют по клиновой части пазухи рельса. Допускается проведение контроля размеров, доступных для измерения (высоты рельса и ширины подошвы), с помощью универсального измерительного инструмента по ГОСТ 26877 или другими средствами, обеспечивающими требуемую точность измерений, но арбитражный контроль проводят только шаблонами. 8.2. Длину рельсов (5.4) измеряют металлической рулеткой по ГОСТ 7502 или другим способом, обеспечивающим требуемую точность измерения. 8.3. Общую равномерную кривизну рельсов (5.6.1) оценивают визуально в положении рельса «стоя на подошве», а при необходимости - измерением стрелы прогиба рельса с помощью стальной струны и измерительной линейки. Стрелу прогиба измеряют по хорде по наибольшему зазору между рельсом и стальной струной, натянутой между концами рельса. Допускается измерение кривизны оптическим и другими методами, аттестованными по ГОСТ Р 8.563. 8.4. Отклонение от прямолинейности (5.6.2) рельсов категории В определяют с помощью автоматических устройств по методике, согласованной с МПС РФ. Для рельсов категорий T 1, T 2 и Н допускается определение отклонений от прямолинейности по наибольшему зазору по хорде между рельсом и контрольной линейкой длиной 1,5 м. Отклонение от прямолинейности концов рельсов (5.6.3) определяют по наибольшему зазору по хорде или касательной между рельсом и контрольной линейкой длиной 1,5 м. При определении отклонения концов рельсов от прямолинейности вертикально вниз ближайшая от торца точка касания контрольной линейки с поверхностью рельса должна быть расположена на расстоянии не менее 0,6 м от торца. Отклонение конца рельса вниз измеряют в точке, расположенной на расстоянии (15 ± 3) мм от торца. Конструкция контрольной линейки должна быть жесткой. Отклонение от плоскостности рабочих поверхностей линейки должно быть не более 0,05 мм. 8.5. Скручивание рельсов (5.7) определяют по зазору между стеллажом и краем подошвы у каждого торца рельса в положении рельса на стеллаже «стоя на подошве». Зазор определяют щупами. Допускается определение скручивания рельсов проводить оптическим и другими методами, аттестованными по ГОСТ Р 8.563. 8.6. Отбор проб для определения химического состава стали - по ГОСТ 7565. Определение содержания химических элементов в стали (6.2) проводят по ГОСТ 22536.1 - ГОСТ 22536.5, ГОСТ 22536.7 - ГОСТ 22536.12, ГОСТ 17745, ГОСТ 18895, ГОСТ 28033. Химический состав стали допускается определять другими методами, аттестованными по ГОСТ Р 8.563 и не уступающими стандартизованным методикам по точности. 8.7 Микрошлифы для контроля неметаллических включений (6.5) изготовляют длиной не менее 35 мм вдоль направления прокатки в соответствии с рисунком 3. Полированная плоскость шлифа должна быть удалена от боковой грани головки рельса на 14 - 16 мм. За строчку неметаллических включений принимают видимую на полированной поверхности шлифа группу точечных или сплошных включений, расположенных вдоль направления прокатки. Длину строчек неметаллических включений оценивают на металлографическом микроскопе при увеличении от 90 до 110 раз. Разорванную строчку считают сплошной, если суммарное расстояние между отдельными группами включений, расположенных на одной линии, не превышает суммарной длины этих групп, а параллельно расположенные группы включений смешены относительно друг друга на расстояние не более 0,5 мм.
Рисунок 3 - Схема вырезки микрошлифа
Загрязненность неметаллическими включениями оценивают по максимальной длине строчки, обнаруженной при просмотре всех шести шлифов. 8.8. Макроструктуру рельсов (6.7) выявляют глубоким травлением поверхности поперечных темплетов полного сечения рельса, полученных из отобранных проб методами холодной механической обработки (строжки, шлифовки) по методике ГОСТ 10243. Допускается выявлять макроструктуру снятием серных отпечатков по Бауману по методике ГОСТ 10243 с поперечных темплетов полного сечения рельса или непосредственно с торцов контролируемых рельсов после соответствующей подготовки поверхности торцов по ГОСТ 10243. Оценку дефектов макроструктуры проводят по шкалам, согласованным предприятием-изготовителем с МПС РФ. 8.9. Термоупрочненные рельсы подвергают ультразвуковому неразрушающему контролю на наличие внутренних дефектов (6.8) по методике, согласованной с МПС РФ. Рельсы категории В контролируют по сечению шейки и головки. 8.10. Контроль качества поверхности, торцов и болтовых отверстий рельсов (6.10 – 6.12) проводят внешним осмотром. В необходимых случаях наличие и глубину поверхностных дефектов и расслоений в торцах проверяют пробной вырубкой, местным «светлением» абразивным инструментом или другим способом, гарантирующим правильность определения. Расслоение или раздвоение стружки при вырубке считают признаком дефекта. Рельсы категории В (6.9) подвергают неразрушающему инструментальному контролю качества поверхности катания и основания подошвы по методике, согласованной с МПС РФ. (Измененная редакция. Изм. № 1) 8.1.1 Определение механических свойств рельсов (6.13) проводят по ГОСТ 1497 испытанием на растяжение цилиндрических образцов диаметром 6 мм и начальной расчетной длиной рабочей части 30 мм. Заготовки образцов должны быть расположены вдоль направления прокатки в верхней части головки в зоне выкружки возможно ближе к поверхности на расстоянии не менее 150 мм от торца рельса. 8.12. Определение ударной вязкости термоупрочненных рельсов (6.13) проводят на образцах 1 типа по ГОСТ 9454. Заготовки образцов для испытаний на ударную вязкость вырезают вдоль направления прокатки из верхней части головки в зоне выкружки возможно ближе к поверхности на расстоянии не менее 150 мм от торца рельса. 8.13. Твердость термоупрочненных рельсов (6.14) контролируют по ГОСТ 9012. Твердость на поверхности катания определяют по средней продольной линии головки на обоих концах рельса на расстоянии не более 1 м от торцов и в средней части по длине рельса. Место определения твердости должно быть зачищено для удаления окалины и обезуглероженного слоя металла. Твердость по сечению рельсов определяют на поперечном темплете рельса толщиной не менее 20 мм, вырезанном на расстоянии не менее 150 мм от торца рельса. Твердость определяют на поверхности катания головки темплета и в четырех точках поперечного сечения: в головке на расстоянии 10 и 22 мм от поверхности катания по вертикальной оси рельса, в середине шейки и на пере подошвы на расстоянии 9 мм от ее края. 8.14. Копровым испытаниям (6.15) подвергают полнопрофильную рельсовую пробу длиной (1300 ± 50) мм. Пробу устанавливают горизонтально головкой вверх на две опоры с радиусами закругления (125 ± 2) мм и расстоянием между осями опор (1000 ± 5) мм. Масса падающего груза копра - (1000 ± 3) кг, радиус закругления бойка падающего груза - (125 ± 2) мм. Пробу подвергают однократному удару грузом, падающим с заданной высоты (таблица 10). Температура пробы должна соответствовать указанной в 6.15. 8.15. Остаточные напряжения (6.16) контролируют по смещению кромок паза, прорезаемого в шейке рельса. Пробу длиной (600 ± 3) мм вырезают на расстоянии не менее 1,5 м от торца готового рельса и надрезают в холодном состоянии по нейтральной оси рельса на длину (400 ± 3) мм. Ширина прорезаемого паза должна быть (6 ± 1) мм. Смещение кромок паза определяют как разницу высоты рельса по оси у надрезанного торца до и после выполнения надреза. 8.16. Микроструктуру (6.17) контролируют на микрошлифе, вырезанном из верхней половины головки рельса, с использованием оптического микроскопа при увеличении не менее 400. Микроструктуру выявляют травлением по ГОСТ 8233. Допускается проводить контроль на микрошлифе, вырезанном из головки образца для испытаний на растяжение. 8.17. По согласованию с МПС РФ допускается проведение неразрушающего контроля загрязненности рельсов неметаллическими включениями (6.5), механических свойств при растяжении и ударной вязкости (6.13), твердости (6.14) и остаточных напряжений (6.16) по ГОСТ 30415 или другими методами, аттестованными по ГОСТ Р 8.563.
9 Транспортирование и хранение
9.1. Рельсы транспортируют железнодорожным, речным и морским видами транспорта по правилам перевозок, действующим на соответствующем виде транспорта. 9.2. Погрузку и крепление рельсов проводят в соответствии с «Техническими условиями погрузки и крепления грузов», утвержденными МПС РФ и другими соответствующими ведомствами. 9.3. Отгружаемую партию рельсов сопровождают документом о качестве, удостоверяющим соответствие рельсов требованиям настоящего стандарта и содержащим: наименование или условное обозначение предприятия-изготовителя; обозначение настоящего стандарта; тип рельсов; категорию рельсов; марку стали; отпечатки или описание приемочных клейм инспекции МПС или другого потребителя и описание маркировки рельсов, красками; количество рельсов с указанием их длины и массы; дату оформления документа о качестве рельсов; номер вагона или другого транспортного средства; наименование и адрес покупателя; номер заказа (договора). Документ о качестве рельсов должен быть подписан ОТК предприятия-изготовителя, а рельсов, отгружаемых МПС РФ, и инспекцией МПС РФ. 9.4. При погрузке и транспортировании не допускается повреждение рельсов. Не допускается падение рельсов с высоты более 1 м. Рельсы, упавшие с высоты более 1 м, считают несоответствующими требованиям настоящего стандарта. 9.5. В период хранения рельсы должны быть уложены таким образом, чтобы не возникали деформация и ухудшение прямолинейности рельсов.ПРИЛОЖЕНИЕ А
(обязательное)
Размеры рельсов, используемые для построения прокатных калибров

Рисунок А.1 - Рельс типа Р50

Рисунок А.2 - Рельс типа Р65

Рисунок А.3 - Рельс типа Р65К

Рисунок А.4 - Рельс типа Р75
ПРИЛОЖЕНИЕ А. (Поправка).ПРИЛОЖЕНИЕ Б
(справочное)
Расчетные параметры конструкции рельса
Таблица Б.1
|
Наименование параметра |
Значение параметра для рельса типа |
|||
| Площадь поперечного сечения рельса, см 2 | ||||
| Расстояние от центра тяжести, мм: | ||||
| до низа подошвы | ||||
| до верха головки | ||||
| Расстояние от центра кручения, мм: | ||||
| до низа подошвы | ||||
| до верха головки | ||||
| Момент инерции рельса относительно вертикальной оси, см 4: | ||||
| всего рельса | ||||
| головки | ||||
| подошвы | ||||
| Момент инерции рельса относительно горизонтальной оси, см 4: | ||||
| всего рельса | ||||
| головки | ||||
| подошвы | ||||
| Момент сопротивления, см 3: | ||||
| по низу подошвы | ||||
| по верху головки | ||||
| по боковой грани подошвы | ||||
| Момент инерции рельса при его кручении, см 4 | ||||
| Секториальный момент инерции, см 6 | ||||
| Жесткость поперечного сечения рельса, кН/см 2: | ||||
| при его чистом кручении | ||||
| при его стесненном кручении | ||||
| Теоретическая линейная масса одного метра рельса (при плотности стали 7850 кг/м 3), кг | ||||
| Площадь элементов сечения рельса, % от общей площади: головка | ||||
| шейка | ||||
| подошва | ||||
| Коэффициент линейного теплового расширения стали α 10 6 , град -1 | ||||
Рельсы
Назначение рельсов — создать поверхности с наименьшими сопротивлениями для качения колёс подвижного состава, непосредственно воспринимать и упруго передавать воздействие силы от колёс на опоры (шпалы, брусья) и направлять в движении колёса подвижного состава. На участках с автоблокировкой рельсовые нити служат проводниками сигнального тока, а на участках с электрической тягой — обратного тягового тока.
Тип современных рельсов обозначают буквой Р и числом, округленно равным массе 1 м рельса. Например, рельс, 1 м которого имеет массу 64,72 кг, обозначается Р65.
Поверхность катания головки рельсов для центральности передачи давления имеет выпуклое криволинейное очертание. Средняя часть головки прокатывается по радиусу 500 мм, переходящему в радиус 80 мм и затем в радиус 15 мм. Боковые грани головки делают наклонными 1:20, а нижние грани головки и верхнюю поверхность подошвы рельса — 1:4, как и опорные поверхности стыковых накладок. При затяжке болтов накладки входят как клин в пазуху рельса, распирая головку и подошву.
Нижняя грань головки сопрягается с шейкой рельса двумя радиусами — верхним 5 мм у рельсов Р50 и 7 мм у рельсов Р65 и Р75 и нижним соответственно 12,15 и 17 мм, с тем чтобы местные подголовочные напряжения (при переходе от широкой головки к тонкой шейке) были, возможно, меньшими. Боковые грани шейки рельсов Р50, Р65 и Р75 имеют криволинейное очертание по радиусам соответственно 350, 400 и 450 мм. Шейка с подошвой сопрягается по радиусу большему, чем с головкой (20 мм у рельсов Р50 и 25 мм у Р75 и Р65).
| Показатель | Тип рельса | Схема профиля | ||
| Р75 | Р65 | Р50 | ||
| Площадь поперечного сечения, см 2 | 95,06 | 82,56 | 65,93 | |
| Масса рельса длиной 1м, кг | 74,41 | 64,72 | 51,67 | |
| Масса рельса длиной 25м с отверстиями на концах, кг | 1859,38 | 1616,0 | 1280,0 | |
| Высота, мм | ||||
| общая H | 192 | 180 | 152 | |
| головки | 55 | 45 | 42 | |
| шейки | 105 | 105 | 83 | |
| подошвы | 32 | 30 | 27 | |
| Ширина головки поверху на уровне 13мм от поверхности катания B1, мм | 72 | 71 | 70 | |
| Ширина подошвы B, мм | 150 | 150 | 132 | |
Основным отличием профилей рельса Р75 от прежних является то, что размеры его стыковой пазухи и ширина подошвы - такие же, как у Р65. Это позволяет иметь одинаковые стыковые и промежуточные скрепления для рельсов обоих типов.
Основные сведения о стандартных рельсах приведены в таблилице, длина рельсов по действующему стандарту равна 25 м. На сети дорог завершен переход к рельсам длиной 25 м не только прокатом новых на заводе, но и сваркой старогодных рельсов по длине 25 м. Рельсы прежней стандартной длины 12,5 м используют только как уравнительные на бесстыковом пути, при укладке стрелочных переводов и как инвентарные при сборке путевой решётки с железобетонными шпалами с последующей заменой их бесстыковыми рельсовыми плетями. Для укладки на внутренней нити кривых изготовляют укороченные рельсы длиной 24,84 и 24,92 м при 25-метровых рельсах и 12,42 и 12,46 при 12,5-метровых, а для бесстыкового пути — еще и 12,38 м.
Вновь выпускаемые рельсы имеют круглые отверстия для болтов. Такая их форма выбрана по условиям увеличения прочности рельсов и упрощения технологии изготовления. Болтовые отверстия на концах рельсов просверливают перпендикулярно к вертикальной продольной плоскости рельсов; заусенцы и наплывы металла у болтовых отверстий и на торцах рельсов удаляют зачисткой. Предусмотрено снятие фаски глубиной 1...1,5 мм на кромках болтовых отверстий и по нижним кромкам головки рельсов.
Концы рельсов должны быть отфрезерованы перпендикулярно продольной оси рельса; перекос торцов не должен быть более 1,0 мм при измерении в любом направлении. Расстояние от торца рельса до первого отверстия у рельсов Р75 и Р65 равно 96 мм, между осями первого и второго отверстия — 220 мм и от оси второго до оси третьего — 130 мм; у рельсов Р50 эти расстояния составляют соответственно 66, 150 и 140 мм. Все эти расстояния имеют допуски +1 мм.
Маркировка новых рельсов. Все новые рельсы маркируются на заводах, что обеспечивает контроль за качеством рельсов при их изготовлении и эксплуатации.
Заводская маркировка рельсов делается постоянной (клеймение) и временной (красками).
На одной стороне, на средней линии шейки вдоль каждого рельса выкатываются выпуклые (не менее 1 мм) с плавным переходом к поверхности шейки цифры и буквы высотой от 30 до 40 мм в следующем порядке:
обозначение предприятия-изготовителя (начальная буква названия завода: А — завод «Азовсталь», Д — Днепродзержинский комбинат, К — Кузнецкий металлургический комбинат, Т — Нижнетагильский металлургический комбинат);
месяца — римскими цифрами и две последние цифры — года изготовления рельсов;
типа рельсов;
обозначение головного конца стрелкой.
На шейке вдоль оси каждого рельса (на той же стороне, где вы катаны выпуклые знаки) наносятся в горячем состоянии номер планки в 2—б местах по длине рельса на расстоянии не менее 1,0 м от его концов (номер плавки рельсов 1 группы должен начинаться с буквы П); обозначение порядкового номера рельса.
Клейма, наносимые на шейку горячего рельса, должны быть вы сотой 12 мм и углублены в тело на 0,8...1,5 мм. Расстояние между знаками должно быть 20...40 мм.

По окончании отделки рельсов на один торец рельса клеймением наносят:
-на торце головки инспекторские клейма — для рельсов I сорта один керн, один знак «Ключ и молоток», один знак «Серп и молот»;
-для рельсов II сорта два керна, два знака «Ключ и молоток»;
-на торце в нижней четверти шейки рельса — знак о закалке рельса К (если закалены только концы рельса) или З (если рельс закален по всей длине);
-на торце выше знака о закалке на шейке наносятся знаки головных и донных рельсов — I (рельс прокатан из головной части слитка) или Х (рельс прокатан из донной части слитка);
-на торец подошвы рельса — номер плавки, повторяя номер плавки, указанный на шейке вдоль рельса.
Для указания особенностей каждого рельса делают дополнительную маркировку рельсов красками.
На принятые рельсы 1 сорта наносится маркировка обводкой приёмочных клейм по контуру головки несмываемой краской: голубого цвета у рельсов группы 1; белого цвета у рельсов группы II.
Рельсы I класса обозначаются в верхней четверти рельса поперечной полосой фисташкового цвета, II класса — поперечной желтой полосой.
На рельсах дополнительно указывается закалка. Вдоль «сырого» рельса на головке на расстоянии около 0,5 м от торца наносится полоса шириной около 20 мм голубого (рельсы I группы) или белого (рельсы II группы) цвета.
Закалённый рельс обозначается вдоль рельса на расстоянии около 1 м от торца на шейке поперечной полосой шириной около 20 мм фисташкового цвета, а также вдавленным кольцом диаметром 15.. .20 мм на шейке с обозначением номера плавки.
Рельсы I сорта в торце имеют закрашенную половину шейки и нижнюю часть подошвы красным («сырой» рельс) или зеленым («закаленный» рельс).
На обоих торцах головки рельсов, не соответствующих требованиям стандарта, выбивается по три керна, а торцы их закрашиваются тёмно- синей несмываемой краской.
Примерная маркировка новых рельсов:

а — рельс типа Р65 изготовленный заводом "Азовсталь" в марте 1979 г. 1 сорта II группы, с закаленными концами, "твердая" плавка А-293;
б — рельс типа Р75 изготовленный Кузнецким металлургическим комбинатом в январе 1981 г., плавка П 356, 1 сорта 1 группы, закаленный по всей длине, по качеству закаливания 1 класса;
в — рельс типа Р50 изготовленный на Нижнетагильском металлургическом комбинате в феврале 1982 г., плавка ПЯ751, 1 сорта 1 группы, закаленный по всей длине, по качеству закалки 2 класса, укороченная на 80 мм для рельса 12,5 м и на 160 мм для 25 м. Стрелкой обозначенный головной конец.
Маркировка снимаемых с пути старогодных рельсов делается светлой краской на шейке рельса, обращенной внутрь колеи, на расстоянии около 1 м от левого стыка или торца (при нахождении человека внутри колеи лицом к маркируемому рельсу). Зимой может производиться временная маркировка мелом с последующим её возобновлением масляной краской. Маркировка состоит из знаков, определяющих группу годности рельсов. Рельсы I группы отмечаются одной вертикальной линией, группы II двумя линиями, III группы - тремя линиями, группы IV - тремя косыми крестами. На рельсах, подлежащих ремонту перед повторной укладкой в путь, дополнительно ставится знак тире и буква Р.
Рельсы для узкоколейной ж/д
Основной элемент верхнего строения пути. Рельсы служат направляющими нитями, по которым колеса локомотива и вагонов следуют в заданном направлении. Они непосредственно воспринимают давление и другие силы от колес и передают их на опоры — шпалы и брусья.
При проходе колес во время движения поезда на рельс действуют все время меняющиеся по величине и месту приложения силы. Эти силы вызывают изгиб рельса, упругое оседание рельса вместе с опорой, вибрацию, кручение, истирание, смятие.
Рельсы изготовляют из мартеновской или бессемеровской стали согласно требованиям государственных стандартов по сортаменту (размерам) и техническим условиям.
В таблице приведены установленные ГОСТ 6368—82 размеры, расчетные данные и допуски при изготовлении рельсов узкой колеи.

ГОСТ 8161-75*
(СТ СЭВ 1667-79)
Группа В42
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
РЕЛЬСЫ ЖЕЛЕЗНОДОРОЖНЫЕ ТИПА Р65
Конструкция и размеры
Railway rails type P65.
Design and dimensions
Дата введения 1977-01-01
ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 18 июня 1975 г. N 1573
Ограничение срока действия снято по решению Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 2-93)
ВЗАМЕН ГОСТ 8161-63
ПЕРЕИЗДАНИЕ (июнь 1994 г.) с Изменениями N 1, 2, 3, утвержденными в мае 1979 г., январе 1981 г., апреле 1985 г. (ИУС 7-79, 3-81, 7-85).
1. Настоящий стандарт распространяется на закаленные и незакаленные железнодорожные рельсы типа Р65 и устанавливает их конструкцию и размеры.
Стандарт соответствует СТ СЭВ 1667-79 в части конструктивного исполнения рельса и регламентирования способов сварки короткомерных рельсов.
2. Конструкция и размеры поперечного сечения рельсов должны соответствовать указанным на черт.1 или 1а, а расположение и размеры отверстий в шейке на концах рельсов - на черт.2-6.
Выполнение отверстий по черт.4-6 производится потребителем.
Черт.1а

_________________
* Фаску выполняют у объемно-закаленных рельсов.
Примечание. (Исключено, Изм. N 2).



По заказу потребителя рельсы могут быть изготовлены без отверстий в шейке и без закалки поверхности катания головки на одном или обоих концах.
По требованию потребителя допускается изменять размещение, число и диаметр отверстий на концах рельсов.
(Измененная редакция, Изм. N 1, 2).
3. Предельные отклонения по выпуклости головки при измерении по оси симметрии поперечного профиля рельса должны быть ±0,5 мм, а по равномерной выпуклости подошвы - 0,5 мм. Вогнутость подошвы рельса не допускается.
Пример условного обозначения железнодорожного рельса типа Р65 длиной 25 м исполнения 1:
Рельс 1 Р65-25 ГОСТ 8161-75
(Измененная редакция, Изм. N 2).
4. Не допускается отклонение от симметричности профиля поперечного сечения рельса относительно его вертикальной оси: по подошве - более 1 мм и по головке - более 0,3 мм.
Для конструкции (черт.1а) отклонение от симметричности подошвы относительно головки не должно превышать 2,15 мм.
(Измененная редакция, Изм. N 2, 3).
5. На кромках отверстий в шейке рельса должна быть снята фаска размером от 1 до 2 мм под углом около 45°.
На объемнозакаленных рельсах снятие фаски по ГОСТ 18267-82.
(Измененная редакция, Изм. N 3).
6. Длина рельсов должна соответствовать указанной в таблице.
|
Длина, м |
Допускаемые отклонения по длине, мм, для рельсов |
Наличие отверстий в шейке на концах рельса |
|
|
закаленных* |
незакаленных |
||
|
______________________ |
|||
|
Исполнение 1 |
|||
|
На обоих концах |
|||
|
Без отверстий |
|||
|
На обоих концах |
|||
|
На одном конце |
|||
|
На обоих концах |
|||
|
Исполнение 2 |
|||
|
На обоих концах |
|||
(Измененная редакция, Изм. N 2).
7. Допускается контактная или газопрессовая сварка рельсов длиной до 25 м из рельсов длиной не менее 6 м, изготовленных из стали одного способа выплавки. Количество кусков в свариваемом рельсе должно определяться по соглашению между изготовителем и потребителем.
8. Технические требования для незакаленных рельсов - по ГОСТ 24182-80, для объемнозакаленных рельсов - по ГОСТ 18267-82.
9. Соответствие конструкции и размеров поперечного сечения рельса требованиям настоящего стандарта определяют шаблонами на расстоянии не более 200 мм от торца контролируемого рельса. Не допускается применение других приборов. Расположение болтовых отверстий по черт.1 контролируют по клиновой части пазуха, а по черт.1а - относительно подошвы рельса.
(Измененная редакция, Изм. N 2).
10. Расчетные данные приведены в приложении к настоящему стандарту.
ПРИЛОЖЕНИЕ
Справочное
Расчетные данные конструкции рельса
|
Параметры |
Нормы для испытаний |
||
|
Площадь поперечного сечения рельса, см |
|||
|
Расстояние от центра тяжести, мм: |
|||
|
до низа подошвы |
|||
|
до верха головки |
|||
|
Момент инерции относительно осей, см: |
|||
|
горизонтальной |
3573по верху головки_______________________ |
||
|
Распределение металла по площади поперечного сечения рельса, %, от всей площади: |
|||
|
в головке |
|||
|
в подошве |
|||
(Измененная редакция, Изм. N 2).
Текст документа сверен по:
официальное издание
М.: Издательство стандартов, 1994
(Взамен ГОСТ 7174-75, 8161-75 ,ГОСТ 16210-77,ГОСТ 18267-82)
Дата введения 01.07.2001
Область применения
Настоящий стандарт распространяется на железнодорожные рельсы Р50, Р65, Р75 предназначенные для звеньевого и бесстыкового пути железных дорог и для производства стрелочных переводов. Обязательные требования к качеству рельсов, обеспечивающие безопасность движения, изложены в разделах 5-8 настоящего стандарта.
Классификация рельс
4.1. Рельсы подразделяют: по типам:
- Р65К (для наружных нитей кривых участков пути),
- В - рельсы термоупрочненные высшего качества,
- Т1, Т2 - рельсы термоупрочненные,
- Н - рельсы нетермоупрочненные;
по наличию болтовых отверстий:
- с отверстиями на обоих концах,
- без отверстий;
по способу выплавки стали:
- М - из мартеновской стали,
- К - из конвертерной стали,
- Э - из электростали;
по виду исходных заготовок:
- из слитков,
- из непрерывно-литых заготовок (НЛЗ);
по способу противофлокенной обработки:
- из вакуумированной стали,
- прошедшие контролируемое охлаждение,
- прошедшие изотермическую выдержку.
Конструкция и размеры
5.1. Форма и основные (контролируемые) размеры поперечного сечения рельсов должны соответствовать приведенным на рисунке 1 и в таблице 1. Допускаемые отклонения контролируемых размеров и формы поперечного сечения рельсов должны соответствовать значениям, указанным в таблице 2.
Рисунок 1 - Основные размеры поперечного сечения рельса
Таблица 1
В миллиметрах
|
Наименование размера поперечного сечения |
Значение размера для типа рельса |
|||
|
Высота рельса H |
||||
|
Высота шейки h |
||||
|
Ширина головки b |
||||
|
Ширина подошвы B |
||||
|
Толщина шейки e |
||||
|
Высота пера m |
||||
Таблица 2
В миллиметрах
|
Наименование показателя |
Допускаемое отклонение размера и формы поперечного сечения для типа и категории рельса |
|||||
|
Р65, Р75 |
||||||
|
Т1,Т2, H |
Т1,Т2, H |
Т1,т2, Н |
||||
|
Ширина головки b |
||||||
|
Ширина подошвы B |
||||||
|
Толщина шейки e |
||||||
|
Высота рельса H |
||||||
|
Высота пера m |
||||||
|
Высота шейки рельса h |
||||||
|
Отклонение формы поверхности катания головки от номинальной (по оси симметрии) |
Не нормируется |
|||||
|
Выпуклость подошвы (равномерная) |
||||||
|
Вогнутость подошвы |
Не допускается |
|||||
|
Отклонение профиля от симметричности (асимметричность) |
||||||
5.2. Расположение, количество и диаметр болтовых отверстий в шейке на концах рельсов должны соответствовать приведенным на рисунке 2 и в таблице 3. По согласованию сторон рельсы могут быть изготовлены с другим расположением, количеством и диаметром болтовых отверстий.

Рисунок 2 - Расположение болтовых отверстий
Таблица 3
Размеры в миллиметрах
|
Тип рельса |
Значение размера |
Допускаемое отклонение для рельса категории |
|||||
|
d |
t |
l 1 |
l 2 |
l 3 |
Т1,Т2, Н |
||
Основу железнодорожной сети России составляют рельсы Р 65 - линейные конструкции двутаврового поперечного сечения, которые служат для восприятия нагрузок от подвижного состава, их упругой «переработки» и последующей передачи на опору - шпалы. Характеристики этих «стальных балок» регламентированы ГОСТом Р 8161-75. Он устанавливает конструкцию и размеры закаленных и незакаленных рельс и рельсовых плетей типа Р65.
Рельсы Р 65
Любые рельсы предназначены для решения нескольких задач. Во-первых, они воспринимают и передают поездную нагрузку. Это необходимо для сохранения долговечности как земляного полотна, так и колес. Во-вторых, они задают направление движения подвижного состава. И, наконец, они создают площадку с наименьшим сопротивлением для качения колес. Поверхность соприкосновения рабочих элементов составляет несколько сантиметров (3-5 в зависимости от класса пути).
Область применения представленных линейных конструкций довольна обширна. Так, рельсы Р 65, равно как и Р50, Р75, используются для укладки звеньевого и бесстыкового пути широкой колеи. Они также используются при создании стрелочных переводов. В последнем случае используются линейные изделия с видоизмененным профилем (РК65).
Элементы рельса
Рельсы Р65, как и любые другие типы, нельзя назвать обычной двутавровой балкой.

Специалисты выделяют в его конструкции несколько условных частей:
- Головка - ее форма обеспечивает надежное сцепление колеса подвижного состава с самим рельсом.
- Шейка - сопротивляется изгибающим нагрузкам, а также передает их на опору
- Подошва - обеспечивает устойчивость всей линейной конструкции, распределяет напряжения по всей поверхности шпалы. Она состоит из правого и левого пера.
Кроме того, в пределах рельса выделяют две области, расположенные по левую и правую сторону от шейки и занимающие пространство от нижнего края головки до средней части подошвы. Это так называемые левая и правая пазухи. В них располагаются клиновидные накладки, которые скрепляют рельсы Р 65 между собой на некоторых участках пути.
Размеры рельса Р65
Мало кто задумывался, почему рельс Р 65 имеет именно такую форму. Между тем каждый радиус закругления, ровная площадка и уклоны специально подбирались опытным путем или расчетами, чтобы создать оптимальные условия для взаимодействия с подвижным составом.

Большинству из нас известно, что имеет рельс Р 65 вес, равный 65 кг, что на самом деле является неверным. Точная масса погонного метра составляет 64,72 кг. Другие же параметры имеют следующее значение:
- радиус головки (R500) обеспечивает центрирование нагрузки, то есть заставляет совпасть продольную ось колеса с осью рельса;
- R80 создает плавный переход к R15, который создает плотный контакт с гребнем колеса;
- уклон головки 1:20 соответствует уклону гребня колеса, что необходимо для сопряжения с гребнем колеса;
- радиусом R3 скругляют острый край головки, что делается для ликвидации концентраторов напряжений;
- переходные радиусы R15 и R370 введены для того, чтобы обеспечить плавное сопряжение головки с шейкой и ликвидировать области с опасными напряжениями;
- переходный радиус R400 у основания шейки необходим для плавной передачи нагрузки на подошву;
- уклоны верхней грани подошвы и нижней части головки одинаковы (1:4), что необходимо для установки клинообразных накладок, которые одновременно выступают и как распор.
Ежедневно колоссальным нагрузкам подвергается рельс Р 65. Вес его в промышленности России нельзя недооценить. Но если бы не особая конструкция, он бы не смог справиться со своей задачей, быстро бы деформировался и нуждался в замене.
Рельсовая сталь
Все рельсы железнодорожные (Р 65, РК65, Р75, Р50) изготавливают исключительно из рельсовой стали. Она отличается высокой прочностью на изгиб, твердостью и износостойкостью, что достигается высоким содержанием углерода (0,82 %) и добавлением легирующих добавок - марганца, ванадия, циркония, кремния, титана.

М76ВТ - основная марка стали, применяемая при производстве рельсовых плетей. В зависимости от способа получения она может быть первой (выплавляемые исключительно в мартеновских печах) или второй группы. Отлитая или прокатанная «болванка» проходит сложный многоступенчатый этап термической обработки. Во многом именно поэтому на рельс Р 65 цена находится на столь высоком уровне - от 50 тыс. рублей за тонну.